一种热轧薄带线飞剪的控制方法
本发明属于轧钢自动化控制,涉及一种热轧薄带线飞剪的控制方法。
背景技术:
1、因订单需求很多钢铁企业换规格频率都很高,频繁换规格对飞剪的切头长度影响较大。主要原因是不同的钢种、温度、坯料长度打滑的程度不一,因带钢在辊道上出现不同程度打滑的现象,通过辊道的速度反馈来跟踪中间坯距离飞剪的位置不准确,导致飞剪切头长度不稳定,而通过激光测距仪来测量带钢速度,设备成本和维护成本昂贵。因此,亟需一种热轧薄带线飞剪的控制方法,使不同规格的中间皮剪切更准确。
技术实现思路
1、为解决上述技术问题,本发明的目的是提供一种热轧薄带线飞剪的控制方法,对中间坯进行跟踪,判断飞剪剪切的时机,通过固定的剪切时序,从而使不同规格的中间坯剪切更准确。
2、本发明提供一种热轧薄带线飞剪的控制方法,飞剪安装在粗轧机和精轧机之间,在所述飞剪前依次设置第一热金属检测器和第二热金属检测器,所述控制方法包括如下步骤:
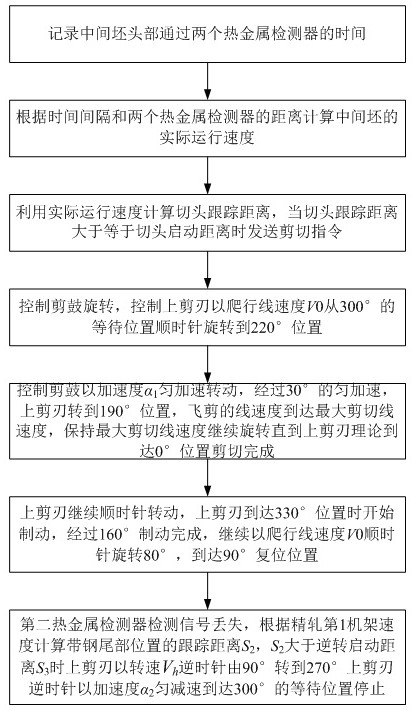
3、步骤1:中间坯头部依次通过第一热金属检测器和第二热金属检测器,并记录两个热金属检测器检得的时间间隔;
4、步骤2:根据时间间隔和两个热金属检测器的距离计算出中间坯的实际运行速度;
5、步骤3:利用中间坯的实际运行速度计算切头跟踪距离 s0,当 s0大于等于切头启动距离 s1时发送剪切指令控制飞剪启动;
6、步骤4:当飞剪接到剪切指令时,控制剪鼓旋转,控制上剪刃以爬行线速度 v0从300°的等待位置顺时针旋转到220°位置;定义上剪刃沿飞剪中心线垂直向下的方向为0度方向,上剪刃逆时针旋转为角度增加方向;
7、步骤5:上剪刃到达220°位置后控制剪鼓以加速度 α1匀加速转动,经过30°的匀加速,上剪刃转到190°位置,飞剪的线速度到达最大剪切线速度,保持最大剪切线速度继续旋转直到上剪刃理论到达0°位置剪切完成;
8、步骤6:剪切完成后,上剪刃继续顺时针转动,上剪刃到达330°位置时开始制动,以加速度 α3进行减速,经过160°顺时针旋转制动完成,继续以爬行线速度 v0顺时针旋转80°,到达90°复位位置;
9、步骤7:第二热金属检测器检测信号丢失,根据精轧第1机架速度计算带钢尾部位置的跟踪距离 s2,跟踪距离 s2大于逆转启动距离 s3时,上剪刃以转速 v h逆时针由90°转到270°;上剪刃继续逆时针以加速度 α2匀减速到达300°的等待位置停止。
10、进一步的,所述步骤2中根据下式计算中间坯的实际运行速度:
11、;
12、其中, d为第一热金属检测器和第二热金属检测器之间的距离, t0为两个热金属检测器检得的时间间隔。
13、进一步的,所述步骤3中根据下式计算切头跟踪距离和切头启动距离:
14、 s0= v1× t1;
15、 s1= l0- l1- l2- v1× t2;
16、其中, s0为切头跟踪距离,即中间坯头部通过第二热金属检测器后中间坯头部与第二热金属检测器的距离; t1为中间坯头部通过第二热金属检测器后运行的时间; v1为中间坯的实际运行速度; s1为切头启动距离; l0为飞剪前第二热金属检测器距离飞剪中心线的距离; l1为剪切长度,根据现场工艺要求设定; l2为第一距离补偿值; t2为从等待位置到剪切位置剪切共用时间;1000mm< l0<5000mm,50mm< l1<500mm,-500mm< l2<500mm。
17、进一步的,所述步骤4至步骤6中下剪刃的控制过程与上剪刃相同,旋转方向相反。
18、进一步的,所述步骤5中根据下式计算加速度 α1:
19、;
20、;
21、其中, v0为爬行线速度 v0对应的转速, v2为最大剪切线速度 v2对应的转速,δ p1为4/9转,1.05< α<1.3,爬行线速度 v0小于剪切前的辊道速度。
22、进一步的,所述步骤7中根据下式计算带钢尾部位置的跟踪距离 s2和逆转启动距离 s3:
23、 s2= v3× t3;
24、 s3= l0+ l3;
25、其中, v3为精轧第1机架速度, t3为中间坯尾部通过第二热金属检测器后运行的时间; l0为飞剪前第二热金属检测器距离飞剪中心线的距离; l3为第二距离补偿值,-1000mm< l3<1000mm。
26、进一步的,所述步骤7中根据下式计算加速度 α2:
27、;
28、;
29、其中,转速 v h根据现场出钢节奏要求进行设置;δ p2为1/12转, v max为飞剪电机的最大速度,爬行线速度 v0小于剪切前的辊道速度。
30、本发明的一种热轧薄带线飞剪的控制方法,在飞剪前设置两个金属检测器,通过两个金属检测器之间的距离和检测时间来计算出带钢的实际速度,根据实际速度计算切头跟踪距离和切头启动距离对中间坯进行跟踪,判断飞剪剪切的时机,通过固定的剪切时序,从而使不同规格的中间皮剪切更准确。
- 还没有人留言评论。精彩留言会获得点赞!