涡轮壳氩弧焊接设备及涡轮壳氩弧焊旋转焊接工艺的制作方法
本发明涉及焊接,尤其涉及涡轮壳氩弧焊接设备及涡轮壳氩弧焊旋转焊接工艺。
背景技术:
1、涡轮增压器涡轮壳是涡轮增压器的一个重要组成部分,而涡轮增压器则是一种用于增加内燃机(通常是汽车发动机)性能的设备。具体来说,涡轮增压器通过压缩空气并将其送入发动机,提高了发动机的气缸内空气的密度,从而在燃烧过程中能够更充分地混合燃料,提高燃烧效率,增加发动机的功率输出。涡轮增压器通常由涡轮和压气机两个主要部分组成,而涡轮壳则是包裹涡轮的外壳,起到保护和定位涡轮的作用。涡轮增压器中的涡轮是一个旋转的组件,通常由高温高速的废气流推动,以驱动压气机,压缩进气空气。
2、涡轮增压器涡轮壳的焊接主要采用氩弧焊、激光焊和电弧焊这三种主要工艺。其中,氩弧焊主要以点焊为主,而旋转焊工艺较为复杂,基于曲柄结构的差异性大,因此在没有成熟的旋转焊工艺的前提下,主要以点焊为主。工装的放置在设备工作台上,工件装配到位后,需要更多的人工干预。打开焊枪下枪机构,目测焊针与工件的位置进行点焊,导致焊点不居中,焊接不稳定。操作简易的条件下,焊点的位置不稳定,影响焊接质量。
3、因此亟需涡轮壳氩弧焊接设备及涡轮壳氩弧焊旋转焊接工艺以解决上述问题。
技术实现思路
1、本发明的目的在于提供涡轮壳氩弧焊接设备,能够保证焊点居中,提升焊接质量。
2、为达此目的,本发明采用了以下方案:
3、涡轮壳氩弧焊接设备,包括机架、物料工装、移动装置、plc控制装置、视觉识别装置和焊枪,物料工装安装于机架,物料工装用于安装待焊接的涡轮壳,移动装置安装于机架,视觉识别装置和焊枪均滑动安装于移动装置,plc控制装置安装于机架,plc控制装置与视觉识别装置以及移动装置通讯连接,视觉识别装置被配置为识别涡轮壳的曲柄孔圆心位置并将曲柄孔圆心位置信息通过plc控制装置传递至移动装置,移动装置被配置为移动视觉识别装置的位置以及接收plc控制装置的信息后移动焊枪位置。
4、示例性地,移动装置包括x轴直线模组、y轴直线模组以及z轴直线模组,x轴直线模组沿x方向安装于机架,y轴直线模组沿y方向滑动安装于x轴直线模组上,z轴直线模组沿z方向滑动安装于y轴直线模组,视觉识别装置和焊枪滑动安装于z轴直线模组。
5、示例性地,焊枪为氩弧焊焊枪。
6、示例性地,视觉识别装置为视觉识别相机。
7、示例性地,x轴直线模组、y轴直线模组以及z轴直线模组均为导轨滑块直线模组。
8、示例性地,涡轮壳氩弧焊接设备还包括物料盒,物料盒安装于机架,物料盒被配置为装载涡轮壳。
9、示例性地,涡轮壳氩弧焊接设备还包括屏蔽罩,屏蔽罩安装于机架,屏蔽罩用于围蔽物料工装、移动装置、plc控制装置、视觉识别装置和焊枪。
10、本发明的目的在于提供涡轮壳氩弧焊旋转焊接工艺,能够保证焊点居中,提升焊接质量。
11、为达此目的,本发明采用了以下方案:
12、涡轮壳氩弧焊旋转焊接工艺,应用于上述的涡轮壳氩弧焊接设备,,涡轮壳氩弧焊旋转焊接工艺包括以下步骤:
13、将涡轮壳装配并固定在物料工装并将焊枪回归初始位置;
14、移动移动装置以使视觉识别装置位于物料工装上方,进行拍照以及识别涡轮壳的曲柄孔圆心位置;
15、plc控制装置接收曲柄孔圆心位置后传递至移动装置,移动装置将焊枪移动,以使焊枪的下枪中心位置对准曲柄孔圆心位置;
16、在plc控制装置设置焊接半径r、焊接电流a及转圈数s并传递至焊枪;
17、在plc控制装置设置焊枪的起点位置并启动焊接,其中,焊枪的起点位置为涡轮壳上靠近转动销最近的位置。
18、示例性地,焊接半径r=(d-0.9mm)/2,若d<8mm,焊接电流a=96±2a,转圈数s=1;若d≥8mm,焊接电流a=90±2a,转圈数s=2,其中d为焊接轴径。
19、示例性地,将涡轮壳装配并固定在物料工装并将焊枪回归初始位置步骤中还包括:利用螺栓将涡轮壳固定于物料工装。
20、本发明的有益效果为:
21、本发明提供的涡轮壳氩弧焊接设备中,通过利用视觉识别装置被配置为识别涡轮壳的曲柄孔圆心位置来提升曲柄孔圆心位置的识别准确性。识别后的圆心位置信息通过plc控制装置传递至移动装置后,移动装置根据其信息来移动焊枪,以保证焊枪的下针位置准确性,从而能够保证焊点居中以及焊接稳定,进而保证涡轮壳的焊接质量。
22、本发明提供的涡轮壳氩弧焊旋转焊接工艺中,通过利用视觉识别装置被配置为识别涡轮壳的曲柄孔圆心位置来提升曲柄孔圆心位置的识别准确性。识别后的圆心位置信息通过plc控制装置传递至移动装置后,移动装置根据其信息来移动焊枪,以保证焊枪的下针位置准确性,从而能够保证焊点居中以及焊接稳定,进而保证涡轮壳的焊接质量。
技术特征:
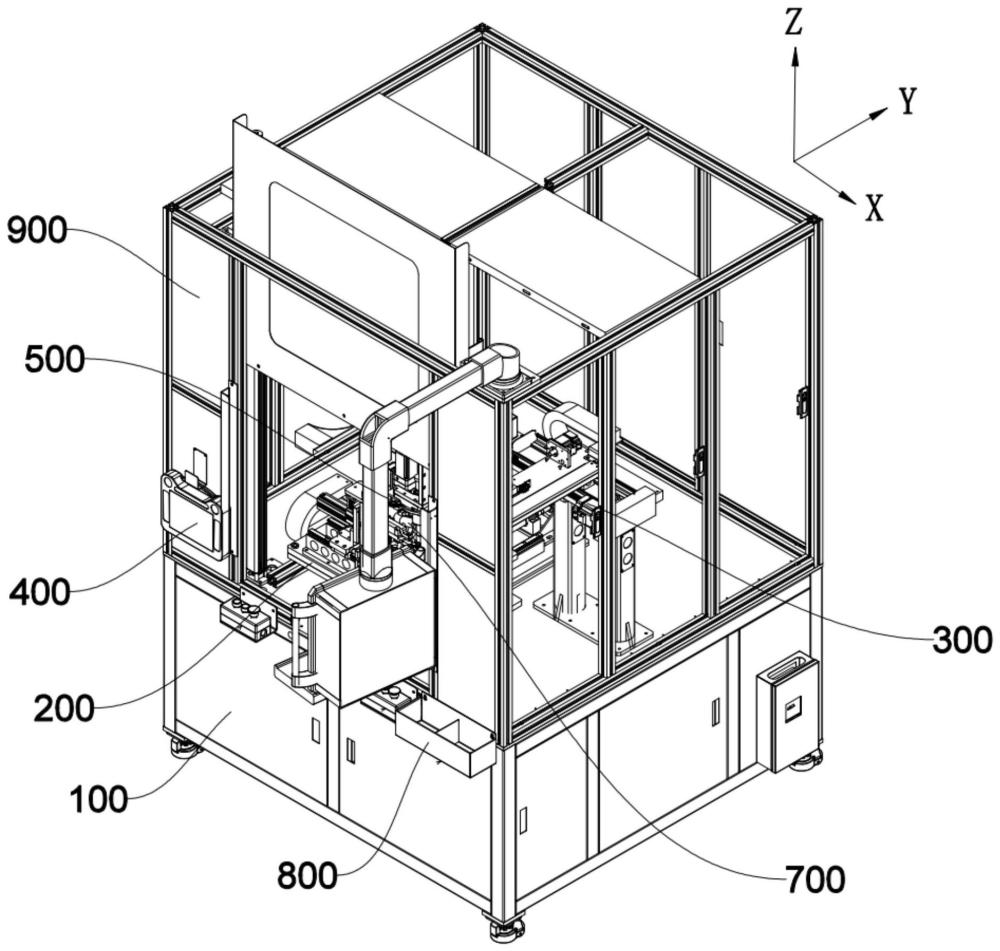
1.涡轮壳氩弧焊接设备,其特征在于,包括机架(100)、物料工装(200)、移动装置(300)、plc控制装置(400)、视觉识别装置(500)和焊枪(600),所述物料工装(200)安装于所述机架(100),所述物料工装(200)用于安装待焊接的涡轮壳(700),所述移动装置(300)安装于所述机架(100),所述视觉识别装置(500)和所述焊枪(600)均滑动安装于所述移动装置(300),所述plc控制装置(400)安装于所述机架(100),所述plc控制装置(400)与所述视觉识别装置(500)以及所述移动装置(300)通讯连接,所述视觉识别装置(500)被配置为识别所述涡轮壳(700)的曲柄孔圆心位置并将曲柄孔圆心位置信息通过所述plc控制装置(400)传递至移动装置(300),所述移动装置(300)被配置为移动所述视觉识别装置(500)的位置以及接收所述plc控制装置(400)的信息后移动所述焊枪(600)位置。
2.根据权利要求1所述的涡轮壳氩弧焊接设备,其特征在于,所述移动装置(300)包括x轴直线模组(310)、y轴直线模组(320)以及z轴直线模组(330),所述x轴直线模组(310)沿x方向安装于所述机架(100),所述y轴直线模组(320)沿y方向滑动安装于所述x轴直线模组(310)上,所述z轴直线模组(330)沿z方向滑动安装于所述y轴直线模组(320),所述视觉识别装置(500)和所述焊枪(600)滑动安装于所述z轴直线模组(330)。
3.根据权利要求1所述的涡轮壳氩弧焊接设备,其特征在于,所述焊枪(600)为氩弧焊焊枪。
4.根据权利要求1所述的涡轮壳氩弧焊接设备,其特征在于,所述视觉识别装置(500)为视觉识别相机。
5.根据权利要求2所述的涡轮壳氩弧焊接设备,其特征在于,所述x轴直线模组(310)、y轴直线模组(320)以及z轴直线模组(330)均为导轨滑块直线模组。
6.根据权利要求1-5任一项所述的涡轮壳氩弧焊接设备,其特征在于,所述涡轮壳氩弧焊接设备还包括物料盒(800),所述物料盒(800)安装于所述机架(100),所述物料盒(800)被配置为装载涡轮壳(700)。
7.根据权利要求6所述的涡轮壳氩弧焊接设备,其特征在于,所述涡轮壳氩弧焊接设备还包括屏蔽罩(900),所述屏蔽罩(900)安装于所述机架(100),所述屏蔽罩(900)用于围蔽所述物料工装(200)、所述移动装置(300)、所述plc控制装置(400)、所述视觉识别装置(500)和所述焊枪(600)。
8.涡轮壳氩弧焊旋转焊接工艺,应用于权利要求1-7任一项的所述涡轮壳氩弧焊接设备,其特征在于,所述涡轮壳氩弧焊旋转焊接工艺包括以下步骤:
9.根据权利要求8所述的涡轮壳氩弧焊旋转焊接工艺,其特征在于,所述焊接半径r=[d-0.9mm]/2,若d<8mm,所述焊接电流a=96±2a,所述转圈数s=1;若d≥8mm,所述焊接电流a=90±2a,所述转圈数s=2,其中d为焊接轴径。
10.根据权利要求9所述的涡轮壳氩弧焊旋转焊接工艺,其特征在于,所述将涡轮壳(700)装配并固定在所述物料工装(200)并将所述焊枪(600)回归初始位置步骤中还包括:利用螺栓将涡轮壳(700)固定于所述物料工装(200)。
技术总结
本发明涉及焊接技术领域,尤其涉及涡轮壳氩弧焊接设备及涡轮壳氩弧焊旋转焊接工艺。涡轮壳氩弧焊接设备包括机架、物料工装、移动装置、PLC控制装置、视觉识别装置和焊枪,通过利用视觉识别装置被配置为识别涡轮壳的曲柄孔圆心位置来提升曲柄孔圆心位置的识别准确性。识别后的圆心位置信息通过PLC控制装置传递至移动装置后,移动装置根据其信息来移动焊枪,以保证焊枪的下针位置准确性,从而能够保证焊点居中以及焊接稳定,进而保证涡轮壳的焊接质量。
技术研发人员:张旸,陈展浩,刘全,赵小玉
受保护的技术使用者:江苏毅合捷汽车科技股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!