一种自动收料埋弧焊机的制作方法
本技术涉及埋弧焊机的,尤其是涉及一种自动收料埋弧焊机。
背景技术:
1、金属框架常使用焊接的方式来进行组合加工,而埋弧焊机是一种利用电弧在焊剂层下燃烧进行焊接的焊接机器,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,常用于此类焊接加工。
2、在对金属框架进行焊接的过程中,会在金属框架的待焊接区域铺设焊剂。焊剂具有去除氧化物,降低熔点表面张力、保护焊缝金属不受有害气体影响、使液态钎料流动以填满钎缝和防止飞溅等作用。
3、在传统埋弧焊机在焊接过程中的铺设的焊剂不能完全被焊机加工与工件进行充分的结合,经常有残留的焊剂会附着在金属框架表面,造成大量的焊剂浪费,还对加工环境造成了一定的污染。
技术实现思路
1、为了减少埋弧焊机使用过程中造成的焊剂浪费,本技术提供一种自动收料埋弧焊机。
2、本技术提供一种自动收料埋弧焊机,采用如下的技术方案:
3、一种自动收料埋弧焊机,包括:
4、焊接机架;
5、焊枪,所述焊枪设置于所述焊接机架一端;
6、供料装置,所述供料装置设置于所述焊接机架上,所述供料装置包括设置供料盒、驱动件、连通于所述供料盒上的吸料管和出料管,所述驱动件用于驱动所述吸料管内的物料朝所述供料盒内移动。
7、通过采用上述技术方案,供料盒内存放有焊剂,对进行焊接作业时,供料盒内的焊剂随出料管排出,令焊剂铺设至金属框架某一条侧端的待焊接区域处;随后启动位于出料管一侧的焊枪,令焊枪对铺设有焊剂的待焊接区域进行焊接。焊枪作用的同时,启动驱动件,将焊接完毕的金属框架侧端仍存在焊剂进行回收,回收的焊剂沿吸料管移动至供料盒内,为供料盒内实现焊剂补充。
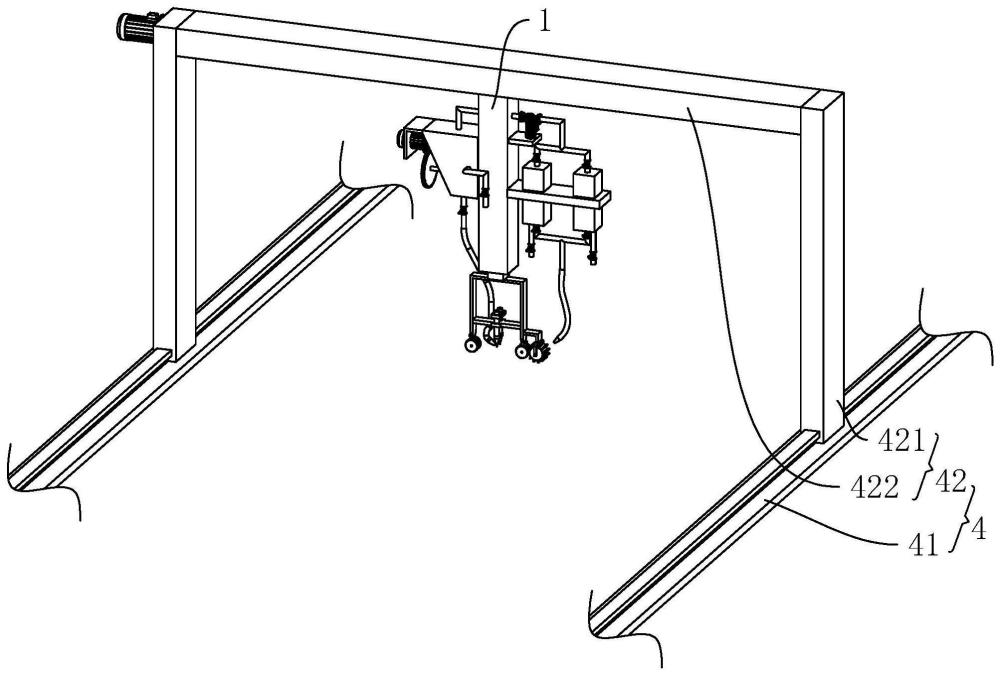
8、可选的,还包括移动基座,所述移动基座包括横向导轨和滑动设置于所述横向导轨上的纵向滑台,所述焊接机架滑动设置于所述纵向滑台上,所述纵向滑台上设置有用于驱动所述焊接机架滑动的第一驱动源,所述焊接机架的滑动方向垂直于所述横向导轨的长度方向。
9、通过采用上述技术方案,焊接机架滑动设置于纵向滑台上,纵向滑台沿导轨移动时,焊接机架能够随纵向滑台一同滑动,使得焊接机架上所携带的部件也随焊接机架一体移动,便于焊枪沿金属框架的各个侧端移动,对金属框架进行焊接处理。
10、可选的,所述焊枪两侧均设置有定位滚轮,所述定位滚轮上设置有定位环槽,所述定位滚轮转动连接于所述焊接机架上。
11、通过采用上述技术方案,当焊枪在焊接机架和移动基座的作用下沿金属框架侧端的长度方向进行滑动时,定位滚轮上的定位环槽能够将金属框架的侧端卡接,实现对金属框架的定位,使得金属框架的待焊接侧端不易相对于焊枪发生偏移,从而提高焊接精确度。
12、可选的,所述焊接机架一侧还设置有过滤罐,所述过滤罐连通于所述吸料管内;所述过滤罐内设置有电磁体,所述过滤罐上连通有排料管,所述排料管上设置有第一控流件。
13、通过采用上述技术方案,吸料管内吸收的焊剂在驱动件的作用下移动至过滤罐内,过滤罐内的电磁体对焊剂中掺杂的铁磁性杂质进行吸附,以提高焊剂纯度;当过滤罐内的电磁体表面吸附了一定量的铁磁性杂质后,可关停驱动件;将电磁体进行断电处理,使得铁磁性杂质从电磁体表面脱落,打开第一控流件,使得铁磁性杂质沿排料管排出,利于过滤罐的多次使用。
14、可选的,所述电磁体设置于所述过滤罐内侧壁上,且所述过滤罐内设置有导流板,所述导流板倾斜设置。
15、通过采用上述技术方案,在过滤罐内设置导流板,当吸料管内的焊剂移动至过滤罐后,能够沿导流板移动,以延长焊剂在过滤罐内的过滤时间,有利于电磁铁吸附更多铁磁性杂质。
16、可选的,所述过滤罐设置有多个,且所述过滤罐上连通有进料支管和排料支管,所述吸料管包括第一吸料支管和第二吸料支管,所述第二吸料支管一端与所述供料盒连通;
17、所述进料支管与所述第一吸料支管连通,所述排料支管与所述第二吸料支管连通,所述驱动件设置于所述第二吸料支管上;
18、所述进料支管上设置有第二控流件,所述排料支管上设置有第三控流件。
19、通过采用上述技术方案,过滤罐设置有多个,当一个过滤罐内的电磁体表面附着一定量铁磁性杂质后,可关闭第二控流件和第三控流件,以切断过滤罐与吸料管之间的连通,将过滤罐内的铁磁性杂质排出;同时将另一个过滤罐连通于吸料管内,使得吸料管得以进行连续进行吸料。
20、可选的,所述供料盒内设置有过滤板,所述供料盒一侧转动设置有碎料器,所述碎料器包括碎料辊筒,所述碎料辊筒上开设有进料口,所述碎料辊筒内设置有压延球,且所述压延球直径大于所述进料口宽度。
21、通过采用上述技术方案,焊剂沿吸料管移动至供料盒后先经过过滤板,结块焊剂留置于过滤板上,正常颗粒状的焊剂穿过过滤板;焊剂移动至供料盒内后,能够沿进料口进入碎料辊筒内,碎料辊筒进行转动,使得压延球撞击结块焊剂,对结块焊剂进行粉碎。
22、可选的,所碎料辊筒外设置有若干碎料凸起,且所述碎料凸起用于与所述过滤板相抵。
23、通过采用上述技术方案,当碎料辊筒进行转动时,碎料凸起能够和滤板共同作用,将位于滤板上的结块焊剂进行碾压,以提高粉碎效果。
24、可选的,所述供料盒上还连通有补料管,所述过滤板远离所述碎料器的一侧转动设置有搅拌件,所述供料盒外设置有用于驱动所述搅拌件旋转的第二驱动源。
25、通过采用上述技术方案,补料管用于将新焊剂补充入供料盒内,第二驱动源驱动搅拌件旋转,将供料盒内的回收焊剂和新焊剂搅拌均匀;由于回收焊剂中存在一定杂质且粒度不均匀,而新焊剂的质量相对更加稳定,通过将两者混合,可以使得供料内焊剂的成分和粒度更加均匀,以确保焊接过程的稳定性和焊接质量。
26、可选的,所述搅拌件包括搅拌轴,所述搅拌轴一端穿出所述供料盒,并同轴固定有第一齿轮;所述碎料辊筒上同轴固定有碎料转轴,所述碎料转轴一端穿出供料盒,并同轴固定有第二齿轮;
27、所述第一齿轮与所述第二齿轮相啮合,所述第二驱动源用于驱动所述碎料转轴旋转。
28、通过采用上述技术方案,启动第二驱动源驱动碎料转轴转动,碎料转轴带动碎料辊筒旋转,对结块肥料进行粉碎;碎料转轴转动时,位于碎料转轴上的第一齿轮旋转,从而带动第二齿轮转动,以间接驱动搅拌轴旋转,同时了实现碎料和搅拌。
29、综上所述,本技术包括以下至少一种有益效果:
30、1.本技术中的供料盒相连通有吸料管,焊枪启动时可启动驱动件,将焊接完毕的金属框架侧端仍存在焊剂进行回收,回收的焊剂沿吸料管移动至供料盒内,为供料盒内实现焊剂补充,以减少焊剂的浪费;
31、2.本技术在焊枪两侧均设置有定位滚轮,定位滚轮上设置有定位环槽,定位滚轮上的定位环槽能够将金属框架的侧端卡接,实现对金属框架的定位,使得金属框架的待焊接侧端不易相对于焊枪发生偏移,从而提高焊接精确度;
32、3.本技术在焊接机架一侧设置有过滤组件,吸料管内吸收的焊剂移动至过滤罐内后,过滤罐内的电磁体对焊剂中掺杂的铁磁性杂质进行吸附,以提高焊剂纯度。
- 还没有人留言评论。精彩留言会获得点赞!