一种轴向变量马达主轴矩形花键的加工方法与流程
本发明属于轴向变量马达主轴领域,尤其涉及一种轴向变量马达主轴矩形花键的加工方法。
背景技术:
1、在变量马达中,主轴上的矩形花键成型于一个齿圈的外周面上,齿圈过盈配合套在主轴外侧。齿圈脱落时,马达实际转速无法有效识别,会影响马达使用。在历史的使用过程中,发现以下问题:
2、1、主轴与齿圈为分体结构,齿圈壁厚较薄受马达使用温度影响,齿圈与主轴热变形系数差异较大,马达运动过程中,影响配合紧度,主轴与齿圈容易脱落;
3、2、齿圈为薄壁件,加工容易产生应力变形,容易产生孔径圆度及直径超差,导致装配后主轴与齿圈紧度不够,从而主轴与齿圈容易脱落;
4、3、齿圈为薄壁件,外圆上分布较多的矩形齿,矩形齿深度较深,齿圈成本大于60元/件(不含税);
5、4、主轴与齿圈分体设计,零件件号增加,加工完成后成品需压装为组件,不利于生产管理。
6、5、从外观上看,齿圈外侧的矩形花键与标准矩形花键之间看起来相似性,但实际存在差异,标准矩形花键为渐开线花键,而齿圈外侧的矩形花键为非渐开线花键,这就导致对于标准矩形花键的加工,可以查询《gb 1144-2001》标准和《gb/t 10952-2005》标准,得到相应的矩形滚刀方案,利用矩形滚刀加工出标准矩形花键,但无法从上述两个标准中得到可以用于加工出齿圈矩形花键的矩形滚刀,目前对于齿圈矩形花键的加工,仍然是采用锯片铣或线切割的方式进行,加工效率很低,这也是齿圈加工成分大于60元/件的原因。而以锯片铣或线切割的方式加工零件时,工件的轴向长度不宜过长,这也是主轴与齿圈采用分体结构的重要原因。
技术实现思路
1、本发明的目的在于,提供一种轴向变量马达主轴矩形花键的加工方法。本发明具有能避免齿圈与主轴脱落、能降低管理成本和加工成本低的优点。
2、本发明的技术方案:一种轴向变量马达主轴矩形花键的加工方法,利用矩形滚刀在主轴上加工出矩形花键,矩形滚刀安装在滚齿机上;
3、所述矩形滚刀外形以及参数确定,包括如下步骤,
4、a、选择与所要加工的矩形花键最接近的标准矩形花键,查询《gb 1144-2001》,取中系列,得到加工标准矩形花键所用的滚刀的参数组合;
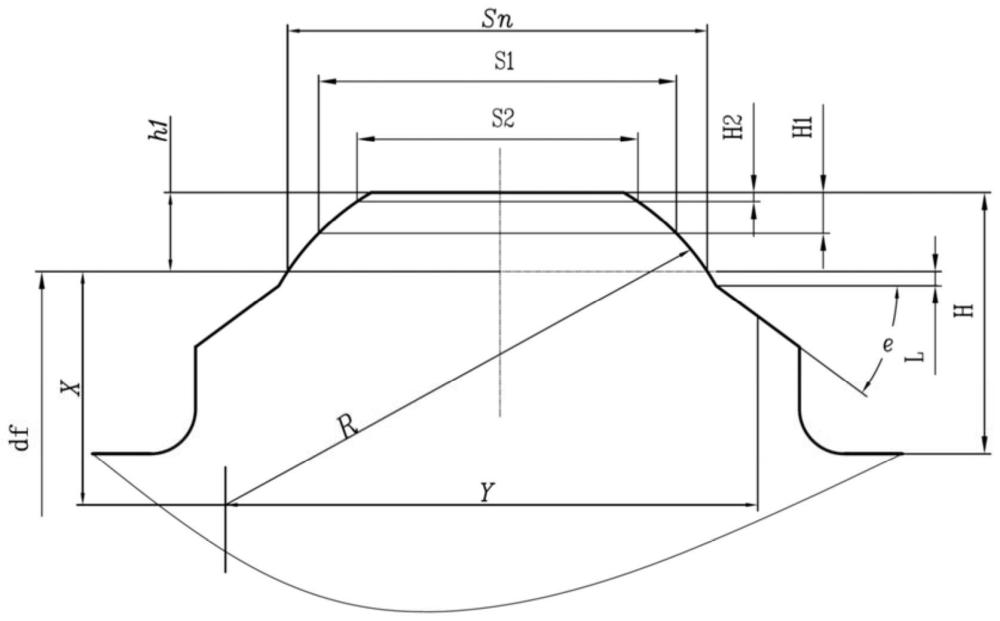
5、b、对参数组合中的主轴处矩形花键节圆直径df及节圆半径rf进行修正,df=b1/sinβ,rf=df/2,b1是标准矩形花键的计算键宽,β是花键在节圆上的齿形角β;
6、c、滚刀上的各个啮合曲面替换为圆弧面,通过啮合角方程式求得各个圆弧面圆心相较于滚刀轴向中心坐标零点的位置,采用最小二乘法计算圆弧面半径;
7、已修正后的滚刀作为矩形滚刀加工出主轴上的矩形花键。
8、前述的轴向变量马达主轴矩形花键的加工方法中,所述标准矩形花键轴类型选择为带倒角矩形。
9、前述的轴向变量马达主轴矩形花键的加工方法中,所述矩形滚刀的螺旋角λ,λ=arcsin(tn/πdf),tn是矩形滚刀的法向齿距。
10、前述的轴向变量马达主轴矩形花键的加工方法中,所述滚齿机的型号yb3150e,滚齿机的挂轮传动比u,u=a*sinβ3/m*k=a/b*c/d,a是滚齿机差动传动链常数,β3是角度系数,m是模数,k是刀头数。
11、与现有技术相比,本发明在现有标准矩形花键(渐开线花键)滚刀计算方法的基础上,通过对滚刀参数的优化,得到矩形滚刀,通过滚齿机可以在出主轴上加工出非渐开线形的矩形花键,矩形花键的齿圈一体成型在主轴上,不需要采用分体结构,第一是解决了齿圈和主轴脱落的问题,第二是减少了零件型号数量,没有了齿圈这个单独零件型号,生产只需对一体化设计后的主轴组织管理即可,而且交付周期缩短,第三是加工成本,只需要25元即可。综上,本发明具有能避免齿圈与主轴脱落、能降低管理成本和加工成本低的优点。
技术特征:
1.一种轴向变量马达主轴矩形花键的加工方法,其特征在于:利用矩形滚刀在主轴上加工出矩形花键,矩形滚刀安装在滚齿机上;
2.根据权利要求1所述的轴向变量马达主轴矩形花键的加工方法,其特征在于:所述标准矩形花键轴类型选择为带倒角矩形。
3.根据权利要求1所述的轴向变量马达主轴矩形花键的加工方法,其特征在于:所述矩形滚刀的螺旋角λ,λ=arcsin(tn/πdf),tn是矩形滚刀的法向齿距。
4.根据权利要求1所述的轴向变量马达主轴矩形花键的加工方法,其特征在于:所述滚齿机的型号yb3150e,滚齿机的挂轮传动比u,u=a*sinβ3/m*k=a/b*c/d,a是滚齿机差动传动链常数,β3是角度系数,m是模数,k是刀头数。
技术总结
本发明公开了一种轴向变量马达主轴矩形花键的加工方法,利用矩形滚刀在主轴上加工出矩形花键,矩形滚刀安装在滚齿机上;所述矩形滚刀外形以及参数确定,包括如下步骤,a、选择与所要加工的矩形花键最接近的标准矩形花键,得到加工标准矩形花键所用的滚刀的参数组合;b、对参数组合中的滚刀节圆直径df及节圆半径rj进行修正;c、滚刀上的各个啮合曲面替换为圆弧面,通过啮合角方程式求得各个圆弧面圆心相较于滚刀轴向中心坐标零点的位置,采用最小二乘法计算圆弧面半径;已修正后的滚刀作为矩形滚刀加工出主轴上的矩形花键。本发明具有能避免齿圈与主轴脱落、能降低管理成本和加工成本低的优点。
技术研发人员:钟传辉,金永黔,王富贵
受保护的技术使用者:联德液压(贵阳)有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!