一种多腔塑料管激光打孔方法及加工装置与流程
本发明涉及环境监测领域,具体涉及一种多腔塑料管激光打孔方法及加工装置。
背景技术:
1、针对四腔管打孔的需求,打孔尺寸比较小,打孔质量及精度要求高,且打孔不能损伤腔内壁,传统的机械钻孔方式,存在打孔成本高、精度差、定位难的弊端,如何实现四腔管的高质量钻孔是一个亟待解决的问题,这也是本发明着力解决的问题。
技术实现思路
1、本发明的目的在于针对多腔室、小孔打孔,现有技术多为钻孔,打孔成本高、精度差、定位难的弊端,针对此不足,提出了一种多腔塑料管激光打孔方法及加工装置。
2、为了实现上述目标,本发明采用如下的技术方案:
3、一种多腔塑料管激光打孔方法,包括多腔塑料管,所述多腔塑料管形成加工腔室和若干其他腔室;包括以下步骤:
4、s1、确认多腔塑料管的加工腔室和打孔面,并在加工腔室两侧任意选择两个其他腔室放置金属衬管;
5、s2、将加工装置固定于加工平台,所述加工装置顶面设置有管槽;并将多腔塑料管的打孔面朝上放置于管槽内;
6、s3、向多腔塑料管打孔面对应的加工腔室内注入蒸馏水;
7、s4、通过加工装置上的压紧装置固定多腔塑料管,并向加工腔室内再次注入蒸馏水;
8、s5、通过控制移动加工平台的运动机构,使打孔位置与激光的焦点重合;
9、s6、进行激光打孔。
10、作为本发明的进一步优选,所述金属衬管的两端设置于多腔塑料管的两端的外侧,且超出相邻多腔塑料管的一端l以上, l=(l2-l1)/2+k,其中k取值范围为30-100,l1为多腔管的长度,l2为管槽的长度。
11、作为本发明的进一步优选,所述相邻腔室的直径的60%≤金属衬管的直径≤相邻腔室的直径的80%。
12、作为本发明的进一步优选,所述向多腔塑料管打孔面对应的加工腔室内注入蒸馏水,包括以下步骤:
13、s31、通过注射器从加工腔室的一端注入蒸馏水,推注速度为0.1 mm/s -1mm/s;
14、s32、当加工腔室另一端有蒸馏水流出时,停止注入蒸馏水。
15、作为本发明的进一步优选,所述通过加工装置上的压紧装置固定多腔塑料管,包括以下步骤:
16、s41、将多腔塑料管从管槽一端推入,直至与管道一端内壁紧密贴合;
17、s42、移动加工装置上的滑块,使多腔塑料管两端外侧的金属衬管均放置于滑块上,且与滑块的顶面贴合;
18、s43、调整多腔塑料管在管槽中的位置;
19、s44、通过压紧夹紧装置,对多腔塑料管两端外侧的金属衬管进行压紧;
20、s45、通过压紧第一压紧装置,对多腔塑料管左右末端1.5mm-2.5mm处进行压紧。
21、作为本发明的进一步优选,所述通过控制移动加工平台的运动机构,使打孔位置与激光的焦点重合,包括以下具体步骤:
22、s51、基于加工平台旁轴视觉,观察视觉图像;
23、s52、视觉图像中的十字交叉点与激光焦点保持固定偏移位置,调整通过加工平台的运动机构,将多腔塑料管的打孔位置移动到视觉图像的十字交叉点;
24、s53、确认打孔位置与视觉图像的十字交叉点重合;
25、s54、根据视觉图像中的十字交叉点与激光焦点的固定偏移值。移动运动平台;使激光焦点与多腔塑料管的打孔位置重合。
26、8、根据权利要求1所述的一种多腔塑料管激光打孔方法,其特征在于,所述激光打孔,包括以下步骤:
27、s61、通过上位机软件,编辑激光加工轨迹文件,设置激光加工工艺参数;
28、所述激光加工工艺参数包括激光功率、激光频率、加工速度、加工次数;
29、s62、根据打孔位置腔壁的厚度,编辑激光打孔装置的z向进给轨迹文件,所述平台运动轨迹文件包括单次进给量及进给次数;
30、s63、通过加工平台的扫描振镜动激光光束按照预设的扫描路径进行扫描;
31、s64、进行激光打孔加工。
32、一种多腔塑料管激光打孔方法的加工装置,包括底板,所述底板顶面中间设置有凸台,所述凸台顶面中间开设有管槽,所述凸台两侧对称设置有第一直线导轨、第二直线导轨,所述第一直线导轨或第二直线导轨远离凸台一侧设置有第三直线导轨,所述第三直线导轨上活动设置两个第一滑块,所述第一滑块上安装有第一高度调节装置,所述第一高度调节装置上安装有第一压紧装置,所述第一直线导轨上设置有第二滑块,所述第二直线导轨上设置有第三滑块,所述第二滑块和第三滑块的顶面均形成阶梯结构,一面设置为高顶面,另一面设置为低顶面,所述所述第二滑块和第三滑块的顶面上均安装有夹紧装置,所述夹紧装置包括第二高度调节装置和第一气缸,所述第一气缸低顶面上,所述第一气缸的输出端垂直固定有第一压板,所述第二高度调节装置安装于高顶面上,所述第二高度调节装置上安装有第一支撑块。
33、作为本发明的进一步优选,所述第一压板靠近管槽一端和第一支撑板之间设置有弹簧,所述第一压板的底面与第一支撑块的顶面均设置有防滑垫。
34、本发明提出的一种多腔塑料管激光打孔方法及加工装置,与现有技术相比,具有如下有益效果:
35、本发明采用激光进行四腔管打孔,对比机械钻孔,解决了高精度钻头加工和损耗造成的加工成本高的难题。
36、本发明采用红外皮秒激光加工平台,采用皮秒级脉冲冷加工方式,可最大程度减少材料表面的热烧蚀影响;
37、3、本发明采用打孔腔管内注水的方式进行打孔,通过腔内液体的阻挡,解决了激光打孔过程中腔管内壁污染及损伤的问题。
38、4、本发明使用自动进给加工方式,通过设定腔壁的厚度,选择适宜的进给量及进给次数,有效降低了激光打孔孔锥度,且孔边缘质量更高,热影响区更小。
技术特征:
1.一种多腔塑料管激光打孔方法,包括多腔塑料管,所述多腔塑料管形成加工腔室和若干其他腔室;其特征在于,包括以下步骤:
2.根据权利要求1所述的一种多腔塑料管激光打孔方法,其特征在于,所述金属衬管的两端设置于多腔塑料管的两端的外侧,且超出相邻多腔塑料管的一端l以上, l=(l2-l1)/2+k,其中k取值范围为30-100,l1为多腔管的长度,l2为管槽的长度。
3.根据权利要求2所述的一种多腔塑料管激光打孔方法,其特征在于,所述相邻腔室的直径的60%≤金属衬管的直径≤相邻腔室的直径的80%。
4.根据权利要求1所述的一种多腔塑料管激光打孔方法,其特征在于,所述向多腔塑料管打孔面对应的加工腔室内注入蒸馏水,包括以下步骤:
5.根据权利要求1所述的一种多腔塑料管激光打孔方法,其特征在于,所述通过加工装置上的压紧装置固定多腔塑料管,包括以下步骤:
6.根据权利要求1所述的一种多腔塑料管激光打孔方法,其特征在于,所述通过控制移动加工平台的运动机构,使打孔位置与激光的焦点重合,包括以下具体步骤:
7.根据权利要求1所述的一种多腔塑料管激光打孔方法,其特征在于,所述激光打孔,包括以下步骤:
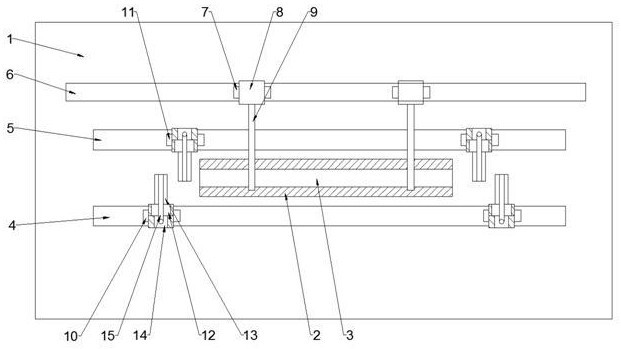
8.采用权利要求1~7中任一项所述的一种多腔塑料管激光打孔方法的加工装置,其特征在于,包括底板(1),所述底板(1)顶面中间设置有凸台(2),所述凸台(2)顶面中间开设有管槽(3),所述凸台(2)两侧对称设置有第一直线导轨(4)、第二直线导轨(5),所述第一直线导轨(4)或第二直线导轨(5)远离凸台(2)一侧设置有第三直线导轨(6),所述第三直线导轨(6)上活动设置两个第一滑块(7),所述第一滑块(7)上安装有第一高度调节装置(8),所述第一高度调节装置(8)上安装有第一压紧装置(9),所述第一直线导轨(4)上设置有第二滑块(10),所述第二直线导轨(5)上设置有第三滑块(11),所述第二滑块(10)和第三滑块(11)的顶面均形成阶梯结构,一面设置为高顶面,另一面设置为低顶面,所述所述第二滑块(10)和第三滑块(11)的顶面上均安装有夹紧装置,所述夹紧装置包括第二高度调节装置(12)和第一气缸(14),所述第一气缸(14)低顶面上,所述第一气缸(14)的输出端垂直固定有第一压板(15),所述第二高度调节装置(12)安装于高顶面上,所述第二高度调节装置(12)上安装有第一支撑块(13)。
9.根据权利要求8所述的一种多腔塑料管激光打孔加工装置,其特征在于,所述第一压板(15)靠近管槽(3)一端和第一支撑板之间设置有弹簧(16),所述第一压板(15)的底面与第一支撑块(13)的顶面均设置有防滑垫(17)。
技术总结
本发明公开了一种多腔塑料管激光打孔方法,包括多腔塑料管,所述多腔塑料管形成加工腔室和若干其他腔室;包括以下步骤:S1、确认多腔塑料管的加工腔室和打孔面,并在加工腔室两侧任意选择两个其他腔室放置金属衬管;S2、将加工装置固定于加工平台,并将多腔塑料管的打孔面朝上放置于加工装置上;S3、向多腔塑料管打孔面对应的加工腔室内注入蒸馏水;S4、通过加工装置上的压紧装置固定多腔塑料管,并向加工腔室内再次注入蒸馏水;相比现有技术,本发明使用自动进给加工方式,通过设定腔壁的厚度,选择适宜的进给量及进给次数,有效降低了激光打孔孔锥度,且孔边缘质量更高,热影响区更小。
技术研发人员:武艳美,高雪松,左星雨
受保护的技术使用者:江苏集萃激光科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!