法兰用卷坯连续生产方法和装置与流程
本发明属于钢制品生产领域,涉及法兰用卷坯的连续生产工艺方法,还涉及法兰用卷坯连续生产装置。
背景技术:
1、法兰连接是管道之间相互连接的一种接头,是一种连接方式,主要是把两个管道、管件或器材分别固定在一个法兰盘上,再将两个法兰盘之间加上法兰垫,之后用螺栓将两个法兰紧密结合在一起。法兰连接由于其使用方便,有较好的强度和紧密性,适用的尺寸范围宽,在设备和管道上都能使用,因此其广泛应用于化工、建筑、给水、排水、石油、轻重工业、水暖、消防、造船等基础工程。法兰是作为法兰连接中的关键零件。
2、成品法兰由法兰毛坯加工而成,传统法兰制坯工艺有以下几种:1、铸造法兰毛坯,其毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差;2、割制法兰毛坯,使用板材直接割制出需要的法兰尺寸,内部组织略优于铸造法兰,但适用的法兰种类有限且制坯的材料损耗较高;3、卷制法兰毛坯制坯材料利用率高,毛坯尺寸准确,但适用范围通常为大型的板式平焊法兰;4、锻造法兰毛坯的内部组织最优,而锻造制坯工艺又细分为自由锻工艺和模锻工艺,自由锻工具简单,通用性大,通常用于形状简单的单件、小批生产的锻件,缺点是生产率低,锻件余量大,尺寸形状准确性较差。传统模锻通常使用模锻锤、热模锻压力机、平锻机和摩擦压力机等锻压设备,相较于自由锻,其尺寸精度高,可进行较复杂形状的制坯,但是通常需要切除飞边,制坯过程材料利用率低,且生产效率也一般。
技术实现思路
1、本发明的目的是要提供一种法兰用卷坯连续生产方法,解决了提高法兰用卷坯生产效率的问题。
2、为达到上述目的,本发明采用的技术方案是:
3、本发明提供了一种法兰用卷坯连续生产方法,包括:
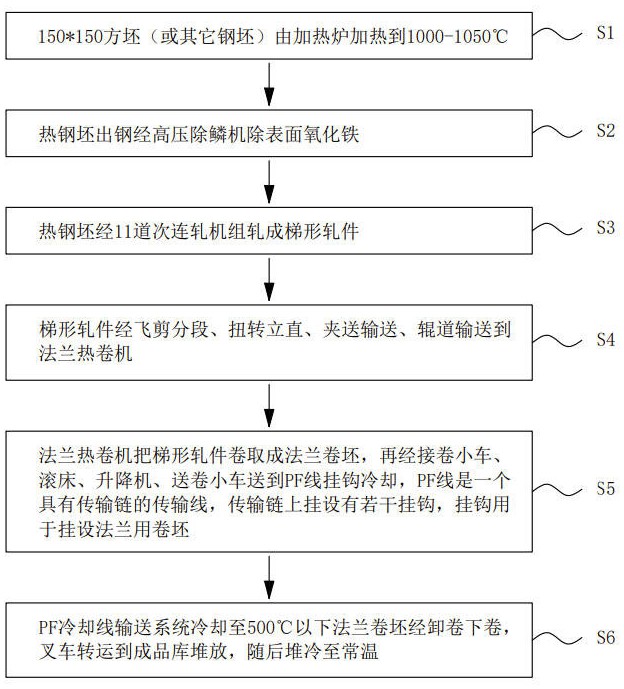
4、s1、将方坯由加热炉加热到1000-1050℃,形成热钢坯;
5、s2、热钢坯出钢经高压除鳞机除表面氧化铁;
6、s3、热钢坯连轧机组轧成梯形轧件;
7、s4、梯形轧件经飞剪分段、扭转立直、夹送输送、辊道输送到法兰热卷机;
8、s5、法兰热卷机把梯形轧件卷取成法兰卷坯,再经接卷小车、滚床、升降机、送卷小车送到冷却间进行冷却;
9、s6、冷却至500℃以下法兰卷坯经卸卷下卷,叉车转运到成品库堆放,随后堆冷至常温。
10、优选的,步骤s1中,由加热炉连续加热至1000~1050℃。
11、优选的,步骤s3中,热钢坯经过11道连轧机进行连轧。
12、优选的,步骤s5中,在冷却间中,使法兰卷坯在运输过程中冷却。
13、进一步的,冷却间中设置有输送链,所述输送链上设置有挂钩,所述法兰卷坯挂设在挂钩中进行运输。
14、进一步的,还对法兰卷坯进行喷淋冷却。
15、还提供一种法兰用卷坯连续生产装置,包括依序设置的加热炉、除鳞机、连轧机、飞剪机、扭转立直机、夹送输送线、辊道输送线、法兰热卷机、下料机构,相邻机构之间通过必要的传输线相连接以传输钢坯。
16、优选的,所述下料机构包括接卷小车、滚床、升降机以及送卷小车。
17、优选的,还包括冷却机构,所述冷却机构包括输送链和挂设在输送链上的若干挂钩。
18、优选的,还包括控制机构,所述控制机构协同所述加热炉、所述除鳞机、所述连轧机、所述飞剪机、所述扭转立直机、所述夹送输送线、所述辊道输送线、所述法兰热卷机和所述下料机构以形成连续生产。
19、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
20、本发明的法兰用卷坯连续生产方法和装置,对方坯进行加热、连轧进梯形轧件,然后由法兰热卷机进行卷曲制成法兰卷坯,再下料到冷却间进行冷却,最后堆冷至常温。整个过程能够实现自动化,且步骤设计合理,从而提高了生产效率。制得的产品内部致密性高,金属流线完好,组织性能优良。
技术特征:
1.一种法兰用卷坯连续生产方法,其特征在于,包括依序进行的:
2.根据权利要求1所述的法兰用卷坯连续生产方法,其特征在于:步骤s1中,由加热炉连续加热至1000~1050℃。
3.根据权利要求1所述的法兰用卷坯连续生产方法,其特征在于:步骤s3中,热钢坯经过11道连轧机进行连轧。
4.根据权利要求1所述的法兰用卷坯连续生产方法,其特征在于:步骤s5中,在冷却间中,使法兰卷坯在运输过程中冷却。
5.根据权利要求4所述的法兰用卷坯连续生产方法,其特征在于:冷却间中设置有输送链,所述输送链上设置有挂钩,所述法兰卷坯挂设在挂钩中进行运输。
6.根据权利要求4所述的法兰用卷坯连续生产方法,其特征在于:还对法兰卷坯进行喷淋冷却。
7.一种法兰用卷坯连续生产装置,其特征在于,包括依序设置的加热炉(1)、除鳞机(2)、连轧机(3)、飞剪机(4)、扭转立直机(5)、夹送输送线(6)、辊道输送线(7)、法兰热卷机(8)、下料机构(9),相邻机构之间通过必要的传输线相连接以传输钢坯。
8.根据权利要求7所述的法兰用卷坯连续生产装置,其特征在于:所述下料机构(9)包括接卷小车、滚床、升降机以及送卷小车。
9.根据权利要求7所述的法兰用卷坯连续生产装置,其特征在于:还包括冷却机构(10),所述冷却机构(10)包括输送链(101)和挂设在输送链(101)上的若干挂钩(102)。
10.根据权利要求7所述的法兰用卷坯连续生产装置,其特征在于:还包括控制机构,所述控制机构协同所述加热炉(1)、所述除鳞机(2)、所述连轧机(3)、所述飞剪机(4)、所述扭转立直机(5)、所述夹送输送线(6)、所述辊道输送线(7)、所述法兰热卷机(8)和所述下料机构(9)以形成连续生产。
技术总结
本发明涉及一种法兰用卷坯连续生产方法,包括:S1、将方坯由加热炉加热到1000‑1050℃,形成热钢坯;S2、热钢坯出钢经高压除鳞机除表面氧化铁;S3、热钢坯连轧机组轧成梯形轧件;S4、梯形轧件经飞剪分段、扭转立直、夹送输送、辊道输送到法兰热卷机;S5、法兰热卷机把梯形轧件卷取成法兰卷坯,再经接卷小车、滚床、升降机、送卷小车送到冷却间进行冷却;S6、冷却至500℃以下法兰卷坯经卸卷下卷,叉车转运到成品库堆放,随后堆冷至常温。还提供法兰用卷坯连续生产装置。整个过程能够实现自动化,且步骤设计合理,从而提高了生产效率。制得的产品内部致密性高,金属流线完好,组织性能优良。
技术研发人员:任志刚,徐胜,杨政,霍晓飞,顾裕平,姚海力,王士江
受保护的技术使用者:常熟市龙腾滚动体制造有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!