一种管件成型机的制作方法
本发明涉及管件加工设备的,具体地,主要涉及一种管件成型机。
背景技术:
1、金属管件是在各种机械产品上都具有广泛应用的零部件,其形状复杂多样、尺寸大小不等,因此对加工设备有很高的要求。现有的管件加工设备,通常能够对管件进行缩口、扩张、平口、旋压打磨、折弯等操作,实现了管件的流水化高效生产。
2、现有的管件加工设备在对管件进行打磨操作时,一般是使管件自身旋转,并将旋转的管件靠近固定的打磨工具,在摩擦力的作用下来实现管件的打磨的。但是,这种加工方式存在如下的问题:
3、其一,管件旋转而打磨工具不动,导致管件可被打磨的位置是固定的,调整打磨位置时不够灵活,限制了设备对不同管件的加工能力;
4、其二,管件在加工前是成卷或成条的、具有较长的长度,加工后被切割成多段的成品,上述加工方式需要先将管件切割成段,再对管件进行逐段加工,导致生产效率较低。
5、有鉴于此,需要对现有的管件加工设备进行改进。
技术实现思路
1、针对现有技术的不足,本发明提供一种管件成型机,以解决现有的管件加工设备对管件进行打磨加工时,打磨位置不能灵活调整,且切断管件加工影响生产效率的问题。
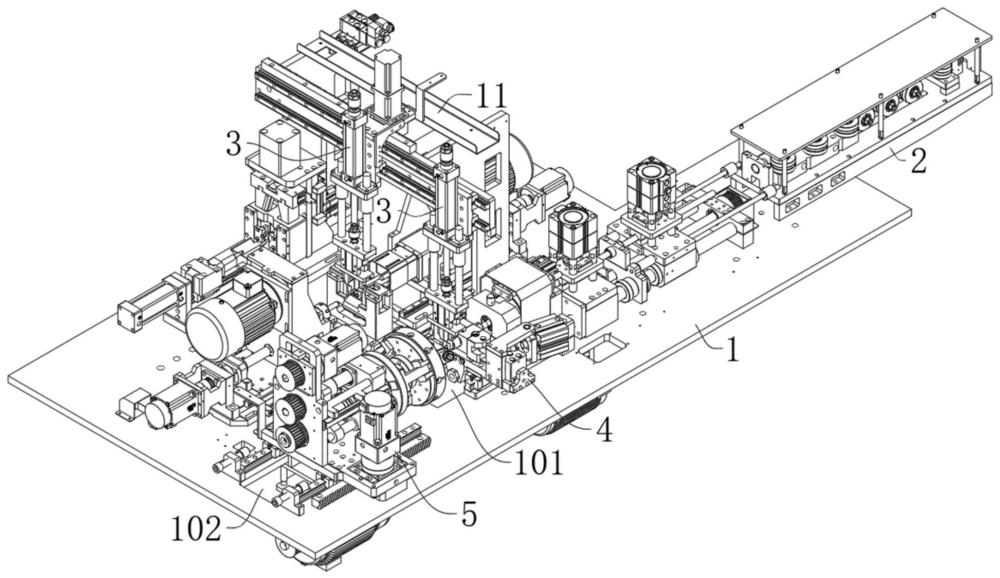
2、本发明公开的一种管件成型机,包括:安装台;开料输送机构,用于输送管件;拉断夹模机构,所述拉断夹模机构包括支撑件、夹模组件、动力组件和夹模驱动件,所述支撑件滑动连接在所述安装台上,所述夹模组件和所述动力组件均安装在所述支撑件上,所述夹模驱动件安装在所述安装台上,所述夹模驱动件与所述支撑件相连接,所述动力组件与所述夹模组件相连接,所述夹模组件用于夹紧所述管件,所述动力组件用于驱动所述夹模组件;旋压打磨机构,所述旋压打磨机构包括支撑台、主轴、旋压组件和动力装置,所述支撑台滑动连接在所述安装台上,所述支撑台上安装有驱动装置,用于驱动所述支撑台滑动;所述主轴转动支撑在所述支撑台上,所述旋压组件安装在所述主轴上,所述动力装置安装在所述支撑台上,并与所述主轴相连接。
3、优选地,所述夹模组件包括固定部、滑动部和夹持模具,所述固定部安装在所述支撑件上,所述滑动部滑动连接在所述支撑件上,所述夹持模具设置有两个,其中一个安装在所述固定部上,另外一个安装在所述滑动部上,两个所述夹持模具相互配合,用于夹紧管件。
4、优选地,所述动力组件包括连杆、动力件和配合部,所述配合部安装在所述支撑件上,所述连杆设置有两个,其中一个与所述滑动部转动连接,另一个与所述配合部转动连接,所述动力件转动安装在所述支撑件上,所述动力件具有伸缩杆,所述动力件的伸缩杆与两个所述连杆均转动连接。
5、优选地,所述旋压组件包括转动盘,所述转动盘安装在所述主轴上,所述转动盘上安装有卡爪,所述卡爪上安装有旋压手指。
6、优选地,所述转动盘上开设有卡槽,所述卡爪滑动配合在卡槽内;所述旋压打磨机构包括传动装置,所述传动装置包括传动丝杠、传动座和传动驱动部,所述传动丝杠转动支撑在所述支撑台上,所述传动座滑动连接在所述主轴上,并与所述传动丝杠相连接,所述传动驱动部安装在所述支撑台上,所述传动驱动部与所述传动丝杠相连接;所述旋压组件包括推动座和推动盘,所述推动座套设在所述主轴上,并与所述传动座相连接,所述推动盘转动支撑在所述推动座上,并滑动连接在所述主轴上,所述推动盘上安装有推叉斜轨,所述卡爪与所述推叉斜轨滑动连接。
7、优选地,所述卡槽和所述卡爪均设置有三个,每个所述卡槽内各安装一个所述卡爪。
8、优选地,所述转动盘上开设有连接孔,所述主轴的一端穿设在所述连接孔内,且所述主轴在所述连接孔处的端部安装有支撑杆。
9、优选地,所述安装台上安装有齿条,所述驱动装置上安装有驱动齿轮,所述驱动齿轮与所述齿条相啮合。
10、优选地,所述安装台上设置有下料孔,所述下料孔为通孔,所述支撑件与所述下料孔相对应。
11、优选地,所述安装台上安装有龙门架,所述龙门架上安装有抓料组件,所述抓料组件用于夹持并移动管件。
12、本发明的有益效果在于:
13、通过将管件保持固定、而驱动旋压打磨机构的部件转动的方式对管件进行打磨,一方面使得旋压打磨机构对管件进行打磨时位置的调整能够更加灵活,另一方面可自由调整打磨的深度,提高了设备对不同规格的管件进行打磨加工的能力;此外,通过拉断夹模机构对管件进行定位、截断,可以在每段管件打磨完成后再将该段管件截出,而无需在加工前将管件切割成多段,加工过程更加连贯、高效,提高了生产效率;
14、由此可见,本发明解决了现有的管件加工设备对管件进行打磨加工时,打磨位置不能灵活调整,且切断管件加工影响生产效率的问题。
技术特征:
1.一种管件成型机,其特征在于,包括:
2.根据权利要求1所述的管件成型机,其特征在于,所述夹模组件(42)包括固定部(421)、滑动部(422)和夹持模具(423),所述固定部(421)安装在所述支撑件(41)上,所述滑动部(422)滑动连接在所述支撑件(41)上,所述夹持模具(423)设置有两个,其中一个安装在所述固定部(421)上,另外一个安装在所述滑动部(422)上,两个所述夹持模具(423)相互配合,用于夹紧管件。
3.根据权利要求2所述的管件成型机,其特征在于,所述动力组件(43)包括连杆(431)、动力件(432)和配合部(433),所述配合部(433)安装在所述支撑件(41)上,所述连杆(431)设置有两个,其中一个与所述滑动部(422)转动连接,另一个与所述配合部(433)转动连接,所述动力件(432)转动安装在所述支撑件(41)上,所述动力件(432)具有伸缩杆,所述动力件(432)的伸缩杆与两个所述连杆(431)均转动连接。
4.根据权利要求1-3任一所述的管件成型机,其特征在于,所述旋压组件(54)包括转动盘(543),所述转动盘(543)安装在所述主轴(52)上,所述转动盘(543)上安装有卡爪(5433),所述卡爪(5433)上安装有旋压手指(5434)。
5.根据权利要求4所述的管件成型机,其特征在于,所述转动盘(543)上开设有卡槽(5431),所述卡爪(5433)滑动配合在卡槽(5431)内;
6.根据权利要求5所述的管件成型机,其特征在于,所述卡槽(5431)和所述卡爪(5433)均设置有三个,每个所述卡槽(5431)内各安装一个所述卡爪(5433)。
7.根据权利要求4所述的管件成型机,其特征在于,所述转动盘(543)上开设有连接孔(5432),所述主轴(52)的一端穿设在所述连接孔(5432)内,且所述主轴(52)在所述连接孔(5432)处的端部安装有支撑杆(521)。
8.根据权利要求1-3任一所述的管件成型机,其特征在于,所述安装台(1)上安装有齿条(12),所述驱动装置(513)上安装有驱动齿轮(514),所述驱动齿轮(514)与所述齿条(12)相啮合。
9.根据权利要求1-3任一所述的管件成型机,其特征在于,所述安装台(1)上设置有下料孔(101),所述下料孔(101)为通孔,所述支撑件(41)与所述下料孔(101)相对应。
10.根据权利要求1-3任一所述的管件成型机,其特征在于,所述安装台(1)上安装有龙门架(11),所述龙门架(11)上安装有抓料组件(3),所述抓料组件(3)用于夹持并移动管件。
技术总结
本发明公开了一种管件成型机,包括:安装台;开料输送机构;拉断夹模机构,拉断夹模机构包括支撑件、夹模组件、动力组件和夹模驱动件,支撑件滑动连接在安装台上,夹模组件和动力组件均安装在支撑件上,夹模驱动件安装在安装台上,夹模驱动件与支撑件相连接,动力组件与夹模组件相连接;旋压打磨机构,旋压打磨机构包括支撑台、主轴、旋压组件和动力装置,支撑台滑动连接在安装台上,支撑台上安装有驱动装置,用于驱动支撑台滑动;主轴转动支撑在支撑台上,旋压组件安装在主轴上,动力装置安装在支撑台上,并与主轴相连接。本发明解决了现有的管件加工设备对管件进行打磨加工时,打磨位置不能灵活调整,且切断管件加工影响生产效率的问题。
技术研发人员:肖礼秦,白遥,白尊敏
受保护的技术使用者:佛山市顺德区莱雄机械设备有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!