一种压力容器环缝焊接水冷工装的制作方法
本技术属于焊接冷却辅助工装领域,尤其涉及一种压力容器环缝焊接水冷工装。
背景技术:
1、镍基合金压力容器在焊接过程中为保证焊接接头的性能同时减少焊接缺陷需要保持较低的层间温度,但在产品焊接过程中由于焊接的热输入量非常大,热量来不及扩散,造成焊接接头处的温度过高。焊接过程中需要停下来冷却控制层温,严重影响焊接速度。在这种情况下,需要采取工艺措施来加快焊缝的冷却速度,以保证焊接效率。目前常用的加速焊缝冷却速度的方式有空冷和水冷两种方式,但经过我公司试验和生产实践,空冷的降温效果和空冷的焊缝焊接接头性能都不如水冷效果好,因此镍基合金的焊接多采用水冷却的方式,而水冷的方式,是手持水管在焊接过程中对准焊缝进行喷淋,因为焊接后需要水冷的时间较长,而手持水管喷淋的方式就存在费力的缺陷,而且单纯的水管喷淋,喷淋的范围不是集中在焊缝处,而且也缺少相应的收集水的装置。
技术实现思路
1、本实用新型的目的在于:提供一种便于在压力容器环缝焊接时进行水冷的辅助装置。
2、本实用新型采用的技术方案如下:
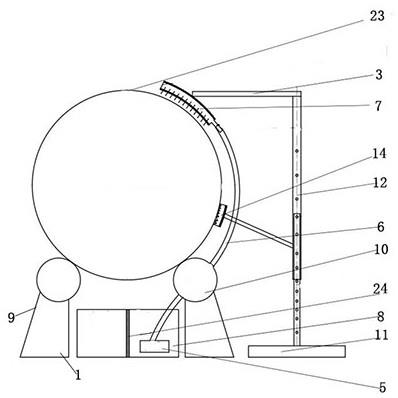
3、一种压力容器环缝焊接水冷工装,包括滚轮架,滚轮架一侧设置有支架,所述支架顶部固定有横臂,横臂靠近滚轮架的一端固定有喷水管,喷水管呈弧形结构,喷水管底侧开设有多个喷水孔,所述喷水管通过供水管连接水泵,水泵位于供水箱内。
4、进一步的技术方案在于,滚轮架包括支座和滚轮,滚轮对称设置在支座两侧,滚轮与支座通过轮轴转动连接。
5、进一步的技术方案在于,所述支架包括底座和支撑杆,支撑杆下端与底座固定,支撑杆上端通过横臂与喷水管固定,支撑杆为伸缩杆。
6、进一步的技术方案在于,所述支撑杆中部固定有固定杆,固定杆向滚轮架方向延伸,固定杆端部设置有清理刷,清理刷包括刷座以及设置在刷座上的刷毛,所述刷座与固定杆的连接的一端设置有螺套,螺套与固定杆螺纹连接。
7、进一步的技术方案在于,所述供水箱设置在支座中部,所述供水箱顶部开口,且供水箱顶部固定有过滤网。
8、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
9、滚轮架一侧设置有支架,支架顶部固定有横臂,横臂靠近滚轮架的一端固定有喷水管,喷水管呈弧形结构,喷水管底侧开设有多个喷水孔,喷水管通过供水管连接水泵,水泵位于供水箱内,滚轮架用来放置压力容器,焊接时可以转动压力容器便于焊接,焊接过程暂停需要冷却焊缝时,开启水泵向喷水管供水,水从喷水孔喷出打在焊缝的位置,同样转动压力容器可以便于改变冷却位置,从而实现便于在压力容器环缝焊接时进行水冷的目的,而且冷却水通过压力容器筒体外壁流至最低点后落入供水箱内,可实现水循环。
技术特征:
1.一种压力容器环缝焊接水冷工装,其特征在于,包括滚轮架(1),滚轮架(1)一侧设置有支架(2),所述支架(2)顶部固定有横臂(3),横臂(3)靠近滚轮架(1)的一端固定有喷水管(4),喷水管(4)呈弧形结构,喷水管(4)底侧开设有多个喷水孔(7),所述喷水管(4)通过供水管(6)连接水泵(5),水泵(5)位于供水箱(8)内。
2.根据权利要求1所述的一种压力容器环缝焊接水冷工装,其特征在于,滚轮架(1)包括支座(9)和滚轮(10),滚轮(10)对称设置在支座(9)两侧,滚轮(10)与支座(9)通过轮轴转动连接。
3.根据权利要求1所述的一种压力容器环缝焊接水冷工装,其特征在于,所述支架(2)包括底座(11)和支撑杆(12),支撑杆(12)下端与底座(11)固定,支撑杆(12)上端通过横臂(3)与喷水管(4)固定,支撑杆(12)为伸缩杆。
4.根据权利要求3所述的一种压力容器环缝焊接水冷工装,其特征在于,所述支撑杆(12)中部固定有固定杆(13),固定杆(13)向滚轮架(1)方向延伸,固定杆(13)端部设置有清理刷(14),清理刷(14)包括刷座(15)以及设置在刷座(15)上的刷毛(16),所述刷座(15)与固定杆(13)的连接的一端设置有螺套(17),螺套(17)与固定杆(13)螺纹连接。
5.根据权利要求2所述的一种压力容器环缝焊接水冷工装,其特征在于,所述供水箱(8)设置在支座(9)中部,所述供水箱(8)顶部开口,且供水箱(8)顶部固定有过滤网(18)。
技术总结
本技术公开了一种压力容器环缝焊接水冷工装,滚轮架一侧设置有支架,支架顶部固定有横臂,横臂靠近滚轮架的一端固定有喷水管,喷水管呈弧形结构,喷水管底侧开设有多个喷水孔,喷水管通过供水管连接水泵,水泵位于供水箱内,滚轮架用来放置压力容器,焊接时可以转动压力容器便于焊接,焊接过程暂停需要冷却焊缝时,开启水泵向喷水管供水,水从喷水孔喷出打在焊缝的位置,同时转动压力容器可以便于改变冷却位置,从而实现便于在压力容器环缝焊接时进行水冷的目的,冷却水通过压力容器筒体外壁流至最低点后落入供水箱内,可实现水循环。
技术研发人员:朵元才,罗永智,陶彦文,王丛元,任卿,王芃,潘静,王浩东,王有银,厚喜荣
受保护的技术使用者:兰州兰石重型装备股份有限公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!