高储能薄膜电容器芯组焊接用三维可调夹持工装的制作方法
本技术涉及一种薄膜电容器芯组焊接用夹持工装,尤其涉及一种高储能薄膜电容器芯组焊接用三维可调夹持工装。
背景技术:
1、高储能膜薄膜电容器由于具有储能密度高、自愈性强、全固态、击穿场强高、容量大等优点,被作为脉冲功率初级能源中的储能元件广泛应用。同时,高储能薄膜电容器在整个脉冲功率系统中占有很大的比重,是脉冲功率系统实现高密度能量缓慢储存、快速压缩释放、形成脉冲的关键部件。
2、高储能薄膜电容器生产工艺包括:卷绕、热处理、喷金、赋能、焊接、装配、封装等工序,其中焊接工序是生产过程中的重要工序,需要对几十甚至几百个芯子进行组装,再焊接成芯组,若焊接固定方式不合适,会直接导致芯组焊接完成后尺寸超差,无法装入外壳,最终导致产品报废。
3、由于高储能薄膜电容器具有高耐压、大电流、大容量的特点,因此高储能薄膜电容器的芯子体积相对较大。对多个芯子进行组装焊接的传统方式一般是先在操作台面上排列好多个芯子,再采用固定尺寸的单块金属板夹住多个芯子,再使用木工夹对两边金属板锁紧,然后再对多个芯子其中一端的金属化层进行焊接;焊接完一端后,拆卸木工夹及金属板,将多个芯子翻转后再进行固定,再焊接多个芯子另一端的金属化层,完成焊接后形成芯组;最后将芯组装入外壳再灌封得到高储能薄膜电容器。
4、上述传统的组装焊接方式存在如下缺陷:传统方式采用金属板配合木工夹,其长宽高尺寸均无法调节,通用性差,所以不同尺寸的芯子需要配备不同尺寸的夹具,导致需要准备足够多的夹持部件,不但提高了生产成本,而且降低了生产效率;多个芯子两端需要分别焊接,在焊接完一端后需要拆卸夹持部件再翻转芯子再安装夹持部件,非常麻烦,不但效率低下,而且容易导致芯子错位降低芯组质量;由于需要临时组装金属板和木工夹,所以其定位精度差,一旦部分芯子产生错位,则存在焊接后芯组不能装入外壳的风险,且操作麻烦;金属板可能对芯子表面造成损伤。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种通用性强、便于操作、夹持焊接效率高的高储能薄膜电容器芯组焊接用三维可调夹持工装。
2、本实用新型通过以下技术方案来实现上述目的:
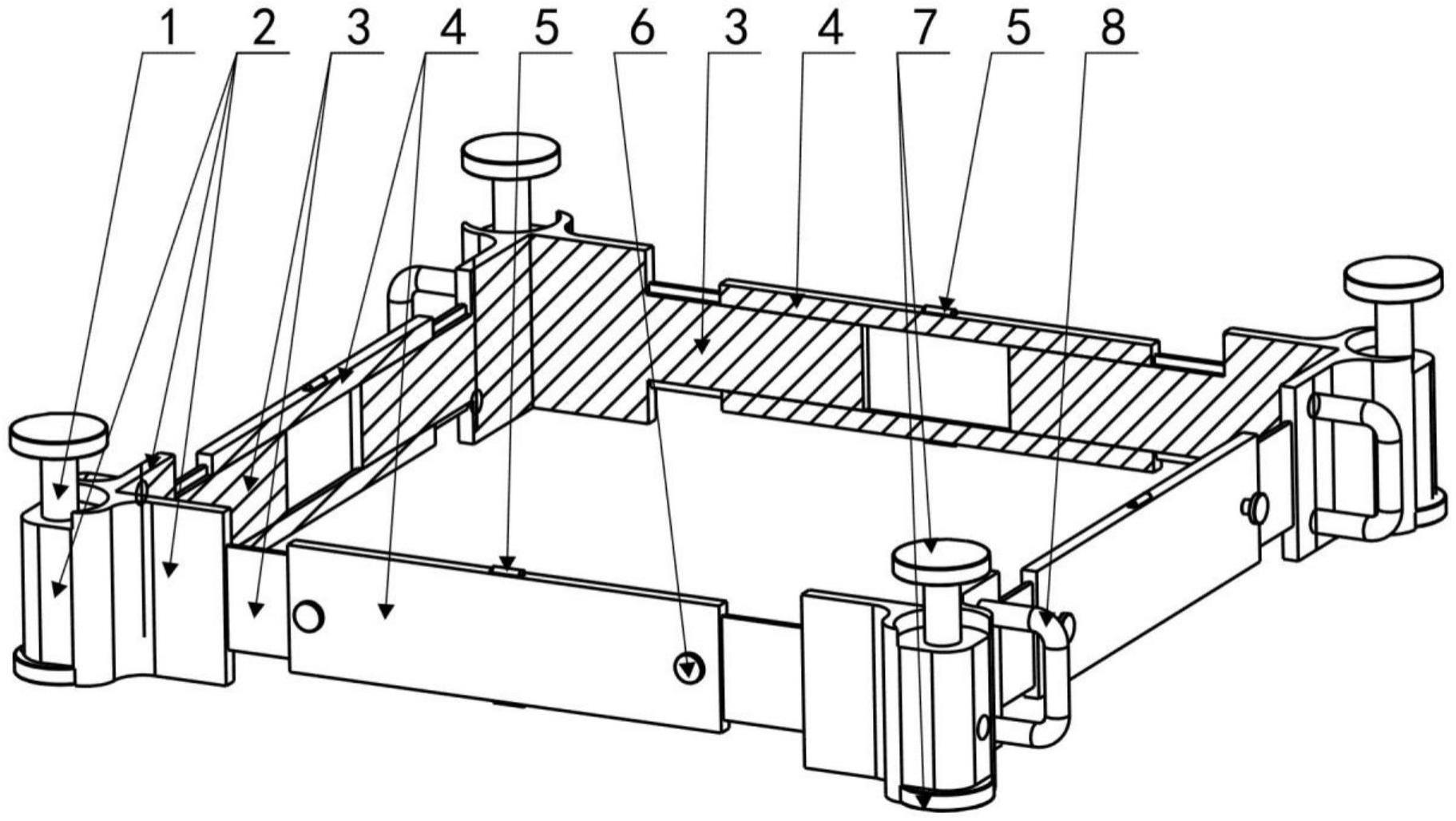
3、一种高储能薄膜电容器芯组焊接用三维可调夹持工装,包括多个支撑组件,还包括与所述支撑组件数量相同的多个长方形的滑动板,所述支撑组件包括支撑体和竖向的支撑螺柱,所述支撑体设有竖向的支撑体螺孔,多个所述支撑螺柱分别穿过多个所述支撑体螺孔,所述支撑螺柱的上端和下端分别设有横向的支撑板且该支撑板的横向尺寸大于所述支撑螺柱的外径,所述支撑体上设有两个竖向且为长方形的支撑体滑板,每个竖向的滑动板的横向两端分别与两个所述支撑体上的其中一个所述支撑体滑板之间滑动连接并能够通过锁紧螺钉固定,多个所述支撑组件和多个所述滑动板相互连接共同合围成一个用于放置多个高储能薄膜电容器芯子的安装区域。
4、作为优选,为了便于实现滑动板和对应的支撑体滑板之间的限位滑动,所述滑动板上靠近上下两个边缘的位置设有横向的滑槽,对应的所述支撑体滑板的上边缘和下边缘分别置于对应的所述滑动板上的上下两个所述滑槽内,所述滑动板上靠近横向两端的位置分别设有滑动板螺孔,所述锁紧螺钉的螺杆穿过对应的所述滑动板螺孔后抵紧对应的所述支撑体滑板。
5、作为优选,为了便于调节操作且确保滑动板和支撑体滑板对高储能薄膜电容器芯子的夹持表面齐平以提高夹持定位精度,所述滑槽设于所述滑动板上靠近所述安装区域的一侧表面的上下两个边缘的位置,所述支撑体滑板的上边缘和下边缘分别减薄后置于对应的所述滑动板上的上下两个所述滑槽内,所述支撑体滑板上靠近所述安装区域的一侧表面与对应的所述滑动板上靠近所述安装区域的一侧表面位于同一竖向平面,所述锁紧螺钉的螺帽位于所述滑动板上远离所述安装区域的一侧表面外。
6、作为优选,为了避免滑动板或支撑体滑板刮伤高储能薄膜电容器芯子,所述支撑体滑板上靠近所述安装区域的一侧表面与所述滑动板上靠近所述安装区域的一侧表面均包覆有硅胶层或贴装有硅胶板。
7、作为优选,为了在调节支撑体高度后确保滑动板的上边缘均处于水平方向以避免高储能薄膜电容器芯子倾斜,所述滑动板的上边边缘中部安装有液体水平尺。
8、作为优选,为了便于应用,所述支撑组件和所述滑动板均为四个,每个所述支撑体上的两个支撑体滑板之间相互垂直。
9、作为优选,为了便于操作,所述支撑体上设有把手。
10、本实用新型的有益效果在于:
11、本实用新型通过设计相互配合的多个支撑组件和滑动板,在相邻的支撑组件和滑动板之间形成可调节横向长度的可调结构,从而实现安装区域的横向尺寸可调的功能,通过在支撑体内设置支撑体螺孔并安装竖向的支撑螺柱,并在支撑螺柱的两端设置支撑板,一方面可以实现滑动板的竖向高度调节,另一方面能够实现整个夹持工装上下两面均可支撑的功能,最终实现了整个夹持工装长宽高三维尺寸可调的功能,提高了通用性,降低了生产成本,而且因为高储能薄膜电容器芯子两端焊接时只需整体翻转而不需拆装夹持部件,所以提高了生产效率。
技术特征:
1.一种高储能薄膜电容器芯组焊接用三维可调夹持工装,包括多个支撑组件,其特征在于:还包括与所述支撑组件数量相同的多个长方形的滑动板,所述支撑组件包括支撑体和竖向的支撑螺柱,所述支撑体设有竖向的支撑体螺孔,多个所述支撑螺柱分别穿过多个所述支撑体螺孔,所述支撑螺柱的上端和下端分别设有横向的支撑板且该支撑板的横向尺寸大于所述支撑螺柱的外径,所述支撑体上设有两个竖向且为长方形的支撑体滑板,每个竖向的滑动板的横向两端分别与两个所述支撑体上的其中一个所述支撑体滑板之间滑动连接并能够通过锁紧螺钉固定,多个所述支撑组件和多个所述滑动板相互连接共同合围成一个用于放置多个高储能薄膜电容器芯子的安装区域。
2.根据权利要求1所述的高储能薄膜电容器芯组焊接用三维可调夹持工装,其特征在于:所述滑动板上靠近上下两个边缘的位置设有横向的滑槽,对应的所述支撑体滑板的上边缘和下边缘分别置于对应的所述滑动板上的上下两个所述滑槽内,所述滑动板上靠近横向两端的位置分别设有滑动板螺孔,所述锁紧螺钉的螺杆穿过对应的所述滑动板螺孔后抵紧对应的所述支撑体滑板。
3.根据权利要求2所述的高储能薄膜电容器芯组焊接用三维可调夹持工装,其特征在于:所述滑槽设于所述滑动板上靠近所述安装区域的一侧表面的上下两个边缘的位置,所述支撑体滑板的上边缘和下边缘分别减薄后置于对应的所述滑动板上的上下两个所述滑槽内,所述支撑体滑板上靠近所述安装区域的一侧表面与对应的所述滑动板上靠近所述安装区域的一侧表面位于同一竖向平面,所述锁紧螺钉的螺帽位于所述滑动板上远离所述安装区域的一侧表面外。
4.根据权利要求3所述的高储能薄膜电容器芯组焊接用三维可调夹持工装,其特征在于:所述支撑体滑板上靠近所述安装区域的一侧表面与所述滑动板上靠近所述安装区域的一侧表面均包覆有硅胶层或贴装有硅胶板。
5.根据权利要求1-4中任何一项所述的高储能薄膜电容器芯组焊接用三维可调夹持工装,其特征在于:所述滑动板的上边边缘中部安装有液体水平尺。
6.根据权利要求1-4中任何一项所述的高储能薄膜电容器芯组焊接用三维可调夹持工装,其特征在于:所述支撑组件和所述滑动板均为四个,每个所述支撑体上的两个支撑体滑板之间相互垂直。
7.根据权利要求1-4中任何一项所述的高储能薄膜电容器芯组焊接用三维可调夹持工装,其特征在于:所述支撑体上设有把手。
技术总结
本技术公开了一种高储能薄膜电容器芯组焊接用三维可调夹持工装,包括多个支撑组件以及多个长方形的滑动板,支撑组件包括支撑体和支撑螺柱,多个竖向的支撑螺柱分别穿过多个支撑体的支撑体螺孔,支撑螺柱的上端和下端分别设有支撑板,支撑体上设有两个竖向且为长方形的支撑体滑板,每个竖向的滑动板的横向两端分别与两个支撑体上的其中一个支撑体滑板之间滑动连接并能够通过锁紧螺钉固定,多个支撑组件和多个滑动板相互连接共同合围成一个安装区域。本技术实现了整个夹持工装长宽高三维尺寸可调的功能,提高了通用性,降低了生产成本,而且因为高储能薄膜电容器芯子两端焊接时只需整体翻转而不需拆装夹持部件,所以提高了生产效率。
技术研发人员:王玉波,高秀华,王勇平,邱林俊,邱昊,王永桂
受保护的技术使用者:成都宏明电子股份有限公司
技术研发日:20230112
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!