一种用于数控轮毂粗加工工装防滑卡爪的制作方法
本技术涉及轮毂生产加工相关,具体为一种用于数控轮毂粗加工工装防滑卡爪。
背景技术:
1、轮毂在生产加工过程中,需要先对轮毂进行粗加工处理,即将轮毂固定在机床上进行高速旋转,然后进行切屑处理,对轮毂固定都是用卡爪进行固定,传统的卡爪存在一定的缺陷,即传统的卡爪对轮毂固定不是很稳定,有时会导致轮毂打滑,需要重新进行固定,影响轮毂的加工效率,并且轮毂在高速旋转过程中,如果出现轮毂打滑的现象,轮毂高速旋转会由于打滑而飞出,影响生产的安全性,目前需要一种方案以解决以上问题。
技术实现思路
1、(一)解决的技术问题
2、本实用要解决的技术问题是:由于对轮毂进行粗加工处理过程中,即将轮毂固定在机床上进行高速旋转,然后进行切屑处理,对轮毂固定都是用卡爪进行固定,传统的卡爪对轮毂固定不是很稳定,有时会导致轮毂打滑,需要重新进行固定,影响轮毂的加工效率,并且轮毂在高速旋转过程中,如果出现轮毂打滑的现象,轮毂高速旋转会由于打滑而飞出,影响生产的安全性的问题。
3、(二)技术方案
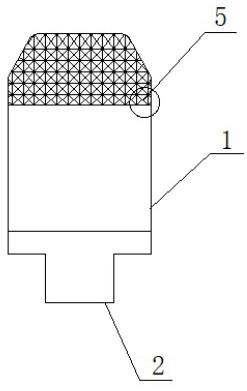
4、为实现上述目的,本实用提供如下技术方案:一种用于数控轮毂粗加工工装防滑卡爪,包括夹爪、连接凸块、沉孔、连接孔和铣花槽,所述连接凸块设置在所述夹爪的背面,所述沉孔横向设置在所述夹爪背面的内部,所述连接孔竖向设置在所述夹爪底面的内部,所述铣花槽设置在所述夹爪的表面。
5、进一步的,所述铣花槽设置有若干个,并且若干个所述铣花槽的规格参数相同,所述铣花槽与所述夹爪的表面为一体式结构。
6、进一步的,所述凸块与所述夹爪为一体式结构。
7、进一步的,所述夹爪选用的材质为铁材质。
8、进一步的,所述沉孔与所述夹爪的背面为一体式结构。
9、进一步的,所述连接孔与所述夹爪的底面为一体式结构。
10、(三)有益效果
11、本实用新型提供了一种用于数控轮毂粗加工工装防滑卡爪,具备以下有益效果:结构新颖,制作成本低,在对轮毂进行粗加工过程中,能够将轮毂紧紧的夹持固定进行高速旋转切屑处理,粗加工过程中,轮毂被固定不会出现打滑的现象,保证了轮毂的加工效率以及加工质量,并且轮毂不会在高速旋转过程中由于打滑而飞出,保证了生产的安全性。
技术特征:
1.一种用于数控轮毂粗加工工装防滑卡爪,其特征在于:包括夹爪(1)、连接凸块(2)、沉孔(3)、连接孔(4)和铣花槽(5),所述连接凸块(2)设置在所述夹爪(1)的背面,所述沉孔(3)横向设置在所述夹爪(1)背面的内部,所述连接孔(4)竖向设置在所述夹爪(1)底面的内部,所述铣花槽(5)设置在所述夹爪(1)的表面。
2.根据权利要求1所述的一种用于数控轮毂粗加工工装防滑卡爪,其特征在于:所述铣花槽(5)设置有若干个,并且若干个所述铣花槽(5)的规格参数相同,所述铣花槽(5)与所述夹爪(1)的表面为一体式结构。
3.根据权利要求1所述的一种用于数控轮毂粗加工工装防滑卡爪,其特征在于:所述凸块(2)与所述夹爪(1)为一体式结构。
4.根据权利要求1所述的一种用于数控轮毂粗加工工装防滑卡爪,其特征在于:所述夹爪(1)选用的材质为铁材质。
5.根据权利要求1所述的一种用于数控轮毂粗加工工装防滑卡爪,其特征在于:所述沉孔(3)与所述夹爪(1)的背面为一体式结构。
6.根据权利要求1所述的一种用于数控轮毂粗加工工装防滑卡爪,其特征在于:所述连接孔(4)与所述夹爪(1)的底面为一体式结构。
技术总结
本实用公开了一种用于数控轮毂粗加工工装防滑卡爪,包括夹爪、连接凸块、沉孔、连接孔和铣花槽,所述连接凸块设置在所述夹爪的背面,所述沉孔横向设置在所述夹爪背面的内部,所述连接孔竖向设置在所述夹爪底面的内部,所述铣花槽设置在所述夹爪的表面,本技术的有益效果是:本实用结构新颖,制作成本低,在对轮毂进行粗加工过程中,能够将轮毂紧紧的夹持固定进行高速旋转切屑处理,粗加工过程中,轮毂被固定不会出现打滑的现象,保证了轮毂的加工效率以及加工质量,并且轮毂不会在高速旋转过程中由于打滑而飞出,保证了生产的安全性。
技术研发人员:徐美灵,赵康,朱磊,吴玉艳,李国建
受保护的技术使用者:江苏安玛速铝业有限公司
技术研发日:20230117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!