一种冷凝器后支架总成焊接工装的制作方法
本技术属于焊接工装,更具体地说,特别涉及一种冷凝器后支架总成焊接工装。
背景技术:
1、在对冷凝器后支架总成进行制造加工的过程中,需要使用焊接工装的配合对支架总成进行限位支撑,在后支架总成的实际应用过程中,根据冷凝器的规格型号不同后支架总成的安装孔径和位置也均不相同。
2、如现有申请号cn202221430401.7,公开了支架焊接总成工装,其技术方案包括:第一液压杆、面板和支撑板,所述面板的顶端面安装有顶板,且面板的顶端面焊接有隔板,所述顶板内通过螺纹安装有螺栓,且螺栓通过螺纹安装在面板内,所述隔板的内壁焊接有固定块和支撑板,所述第一液压杆的顶端面固定有固定板,所述固定板的两端均固定有第二液压杆,所述第一液压杆固定安装在面板和顶板内,且面板和顶板的内径大小和第一液压杆的大小相适配,所述固定块的侧端面安装有机箱,且机箱的侧端面设置有转轴,所述转轴上焊接有连接架,且连接架上焊接有限位块。本实用新型满足焊接夹持和限位,方便人员对工件进行焊接,防止限位后偏移影响实际加工。
3、基于上述,现有的冷凝器后支架总成焊接工装在实际应用中,大多采用定位柱的配合对支架总成的安装孔进行限位,实现冷凝器后支架总成在焊接工装的定位,由于定位柱与焊接工装的工作台多采用固定连接的方式,且定位柱的直径为固定设置,因此在对不同型号的冷凝器后支架总成进行焊接加工的过程中使用较为不便,影响了在对冷凝器后支架总成进行焊接加工时的加工进度,以及焊接工装的工作效率与使用需求。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种冷凝器后支架总成焊接工装,以解决现有的定位柱与焊接工装的工作台多采用固定连接的方式,且定位柱的直径为固定设置,因此在对不同型号的冷凝器后支架总成进行焊接加工的过程中使用较为不便,影响了在对冷凝器后支架总成进行焊接加工时的加工进度,以及焊接工装的工作效率与使用需求的问题。
2、本实用新型一种冷凝器后支架总成焊接工装的目的与功效,由以下具体技术手段所达成:
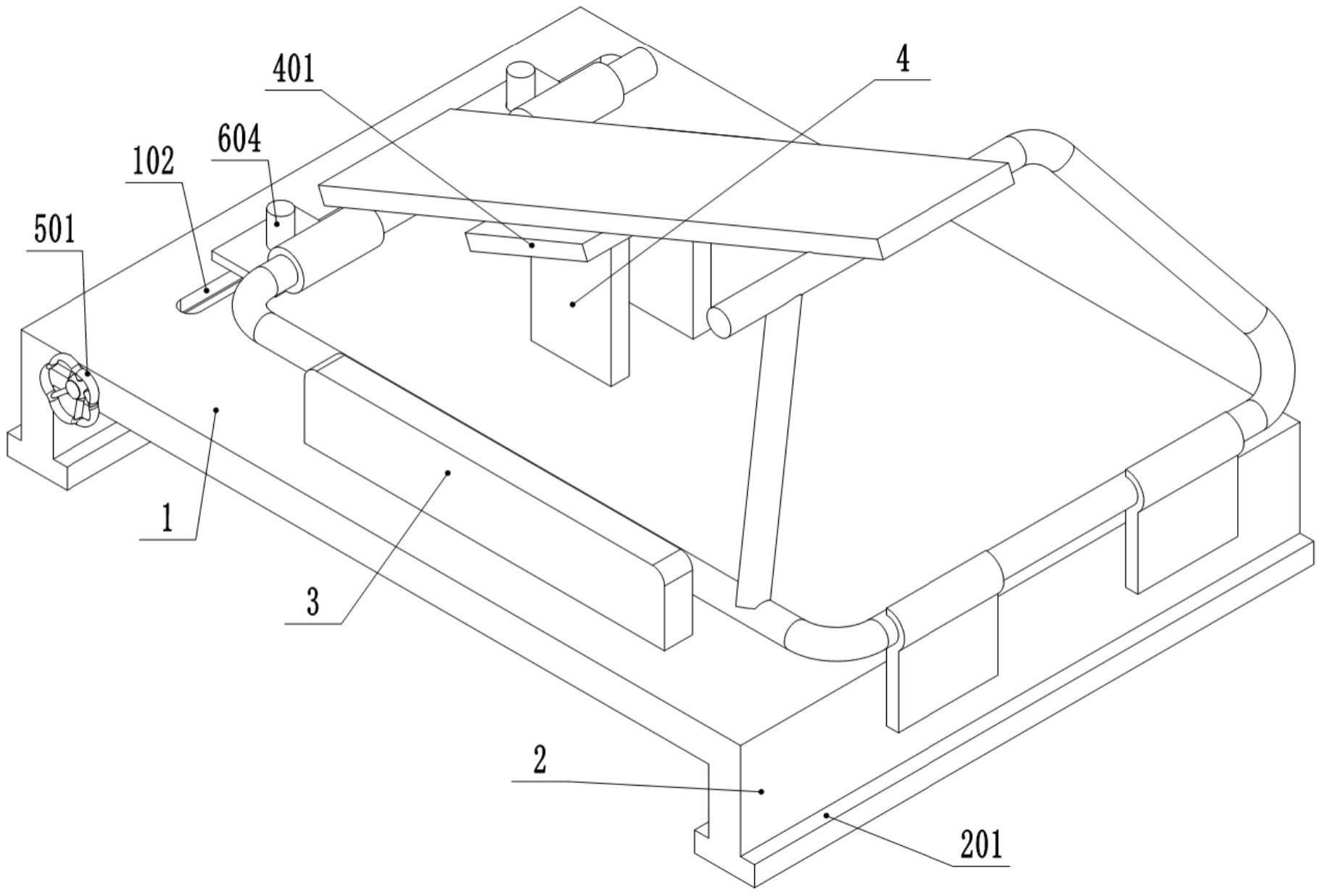
3、一种冷凝器后支架总成焊接工装,包括:工作支撑台、限位辅助架、限位辅助板、支撑辅助架、定位辅助机构;所述限位辅助架有两个,两个限位辅助架分别固定连接在工作支撑台底部端面的前后两端;所述限位辅助板插接在工作支撑台顶部端面的右侧;所述支撑辅助架固定连接在工作支撑台顶部端面的外侧;所述定位辅助机构设置在工作支撑台内部的前侧,定位辅助机构包括有:传动丝杠和传动辅助块,所述传动丝杠转动连接在工作支撑台的内部,所述传动辅助块有两个,两个传动辅助块分别滑动连接在工作支撑台顶部端面的左右两侧。
4、进一步的,所述工作支撑台包括有:插接槽,所述插接槽开设在工作支撑台顶部端面的右侧;
5、限位辅助板包括有:插接块,所述插接块固定连接在限位辅助板底部端面的内侧,插接块与插接槽的位置和大小相互对应。
6、进一步的,所述限位辅助架包括有:补偿架,所述补偿架有两个,两个补偿架分别固定连接在限位辅助架底部端面的外侧。
7、进一步的,所述支撑辅助架包括有:辅助台,所述辅助台固定连接在支撑辅助架顶部端面的外侧,辅助台为由后端上侧向前端下侧倾斜的斜板结构。
8、进一步的,所述传动丝杠包括有:旋转调节件,所述旋转调节件同轴固定连接在传动丝杠的外端;
9、传动辅助块包括有:螺纹连接孔,所述螺纹连接孔开设在传动辅助块的内侧,螺纹连接孔的内侧与传动丝杠螺纹连接,传动丝杠为双头丝杆,传动丝杠两端的螺纹螺距相同旋向相反,传动丝杠与螺纹连接孔共同构成丝杠螺母传动副;
10、工作支撑台还包括有:限位槽,所述限位槽开设在工作支撑台顶部端面的前侧。
11、进一步的,所述传动辅助块还包括有:限位支撑柱、定位槽、定位辅助件、定位块;所述限位支撑柱有两个,两个限位支撑柱分别固定连接在两个传动辅助块顶部端面的外侧;所述定位槽开设在限位支撑柱的外侧;所述定位辅助件插接在限位支撑柱顶端的外侧;所述定位块固定连接在定位辅助件的内侧,定位块与定位槽的位置大小相互对应。
12、与现有技术相比,本实用新型具有如下有益效果:
13、本实用新型在使用时,通过限位辅助板的配合,实现了在对冷凝器后支架总成进行焊接加工时支架总成右侧的限位辅助,有效的避免了支架总成底端的滑动,提高了在对冷凝器后支架总成进行焊接加工时的顺畅度;通过限位辅助架的配合,实现了对冷凝器后支架总成左侧端面的限位辅助,通过补偿架的配合,提高了本焊接工装与操作面之间的摩擦作用力,进一步提升了本焊接工装在实际使用过程中的支撑稳定性;
14、本实用新型在使用时,通过辅助台和支撑辅助架的配合,提升了支架总成与本焊接工装的连接稳固性以及在对支架总成进行焊接时的拼装便捷度;通过定位块和定位槽的配合,实现了不同直径定位辅助件的快速安装和拆卸;
15、本实用新型操作简单,使用便捷,保证了在对冷凝器后支架总成与本焊接工装的连接稳固性,满足了在对不同型号冷凝器后支架总成进行焊接加工的定位需求,提高了本焊接工装在实际应用过程中的使用便捷度和灵活性,同时还提升了在对冷凝器后支架总成进行焊接加工时的加工进度,以及本焊接工装的工作效率。
技术特征:
1.一种冷凝器后支架总成焊接工装,其特征在于,包括:工作支撑台(1)、限位辅助架(2)、限位辅助板(3)、支撑辅助架(4)、定位辅助机构;所述限位辅助架(2)有两个,两个限位辅助架(2)分别固定连接在工作支撑台(1)底部端面的前后两端;所述限位辅助板(3)插接在工作支撑台(1)顶部端面的右侧;所述支撑辅助架(4)固定连接在工作支撑台(1)顶部端面的外侧;所述定位辅助机构设置在工作支撑台(1)内部的前侧,定位辅助机构包括有:传动丝杠(5)和传动辅助块(6),所述传动丝杠(5)转动连接在工作支撑台(1)的内部,所述传动辅助块(6)有两个,两个传动辅助块(6)分别滑动连接在工作支撑台(1)顶部端面的左右两侧。
2.如权利要求1所述一种冷凝器后支架总成焊接工装,其特征在于:所述工作支撑台(1)包括有:插接槽(101),所述插接槽(101)开设在工作支撑台(1)顶部端面的右侧;
3.如权利要求1所述一种冷凝器后支架总成焊接工装,其特征在于:所述限位辅助架(2)包括有:补偿架(201),所述补偿架(201)有两个,两个补偿架(201)分别固定连接在限位辅助架(2)底部端面的外侧。
4.如权利要求1所述一种冷凝器后支架总成焊接工装,其特征在于:所述支撑辅助架(4)包括有:辅助台(401),所述辅助台(401)固定连接在支撑辅助架(4)顶部端面的外侧,辅助台(401)为由后端上侧向前端下侧倾斜的斜板结构。
5.如权利要求1所述一种冷凝器后支架总成焊接工装,其特征在于:所述传动丝杠(5)包括有:旋转调节件(501),所述旋转调节件(501)同轴固定连接在传动丝杠(5)的外端;
6.如权利要求1所述一种冷凝器后支架总成焊接工装,其特征在于:所述传动辅助块(6)还包括有:限位支撑柱(602)、定位槽(603)、定位辅助件(604)、定位块(605);所述限位支撑柱(602)有两个,两个限位支撑柱(602)分别固定连接在两个传动辅助块(6)顶部端面的外侧;所述定位槽(603)开设在限位支撑柱(602)的外侧;所述定位辅助件(604)插接在限位支撑柱(602)顶端的外侧;所述定位块(605)固定连接在定位辅助件(604)的内侧。
技术总结
本技术提供一种冷凝器后支架总成焊接工装,属于焊接工装技术领域,以解决现有的冷凝器后支架总成焊接工装在对不同型号的冷凝器后支架总成进行焊接加工的过程中使用较为不便的问题;包括:工作支撑台,两个限位辅助架分别固定连接在工作支撑台底部端面的前后两端;限位辅助板插接在工作支撑台顶部端面的右侧;支撑辅助架固定连接在工作支撑台顶部端面的外侧;定位辅助机构设置在工作支撑台内部的前侧;本技术满足了在对不同型号冷凝器后支架总成进行焊接加工的定位需求,提高了本焊接工装在实际应用过程中的使用便捷度和灵活性,同时还提升了在对冷凝器后支架总成进行焊接加工时的加工进度,以及本焊接工装的工作效率。
技术研发人员:余涛,李炼新,王波
受保护的技术使用者:十堰科富工贸有限公司
技术研发日:20230207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!