一种半盘管一次性加工成型装置的制作方法
本技术涉及板材压制成型领域,更具体地说,涉及一种半盘管一次性加工成型装置。
背景技术:
1、半盘管,是一种呈螺旋状的管道系统。如呈盘状的铝塑管,如呈回字型安装的地暖管盘等等。
2、基于上述,本发明人发现:在压力容器制造过程中,传统的半盘管的加工过程大都依赖于成品钢管,首先将钢管煨制成盘管轴向曲率要求的形状,其次将钢管过圆心沿轴线方向进行切割,工序繁杂,产生的边角余料较多,使得加工的成本增加,且生产的效率大大降低,于是,有鉴于此,针对现有的结构予以研究改良,提供一种半盘管一次性加工成型装置,以期达到更具有更加实用价值性的目的。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本实用新型的目的在于提供一种半盘管一次性加工成型装置,它可以利用第一冲压组件、第二冲压组件、第一煨制组件以及第二煨制组件的相互配合使用,可以合理的利用板料,大大降低产品的加工制造成本,提高了生产效率。
3、2.技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
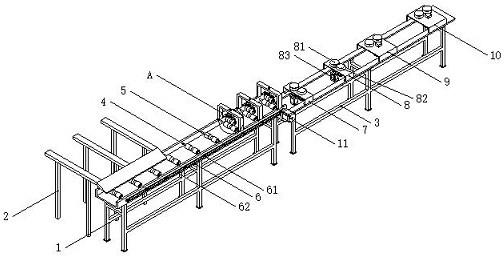
5、一种半盘管一次性加工成型装置,包括上料架、送料架和煨制架,所述上料架固定于送料架的一侧,所述煨制架固定于送料架的一端,所述送料架顶部通过转动轴转动连接有若干个进料滚珠,若干个所述进料滚珠之间通过传动机构传动连接,所述送料架靠近煨制架的一端顶部安装有三个前定心滚珠,所述前定心滚珠设置于对应的进料滚珠正上方,所述煨制架的顶部依次设置有第一冲压组件、第二冲压组件、第一煨制组件和第二煨制组件,所述第一煨制组件与第二煨制组件结构相同。
6、进一步的,所述第一冲压组件包括转动于煨制架顶部的内凹型滚珠一和外凸型滚珠一,所述内凹型滚珠一与外凸型滚珠一的底部延伸至煨制架的底部并通过皮带轮组一传动连接。
7、进一步的,所述第二冲压组件包括转动于煨制架顶部的内凹型滚珠二和外凸型滚珠二,所述内凹型滚珠二与外凸型滚珠二的底部延伸至煨制架的底部并通过皮带轮组二传动连接。
8、进一步的,所述第一冲压组件与第二冲压组件的凹凸缘的曲率半径不同,且第一冲压组件的曲率半径大于第二冲压组件。
9、进一步的,所述第一煨制组件包括两个转动于煨制架顶部的内凹型滚珠三和外凸型滚珠三,所述外凸型滚珠三与其中一个内凹型滚珠三之间通过皮带轮组三传动连接。
10、进一步的,所述煨制架上固定安装有若干个盘管加工电机,若干个所述盘管加工电机分别通过联轴器与皮带轮组一、皮带轮组二、皮带轮组三传动连接。
11、进一步的,所述传动机构包括固定于转动轴一端的带齿皮带轮和固定安装于送料架另一侧的上料电机,若干个带齿皮带轮之间通过带齿皮带传动连接,所述上料电机的输出端通过联轴器与其中一个带齿皮带轮传动连接。
12、3.有益效果
13、相比于现有技术,本实用新型的优点在于:
14、本方案,通过第一冲压组件、第二冲压组件、第一煨制组件以及第二煨制组件的相互配合使用,只需将板料宽度方向上加工成半盘管的周长,沿板料长度方向在装置内进行压制成型,加工费用较低,生产效率较高,可以合理的利用板料,大大降低产品的加工制造成本,提高了生产效率。
技术特征:
1.一种半盘管一次性加工成型装置,包括上料架(1)、送料架(2)和煨制架(3),其特征在于:所述上料架(1)固定于送料架(2)的一侧,所述煨制架(3)固定于送料架(2)的一端,所述送料架(2)顶部通过转动轴(4)转动连接有若干个进料滚珠(5),若干个所述进料滚珠(5)之间通过传动机构(6)传动连接,所述送料架(2)靠近煨制架(3)的一端顶部安装有三个前定心滚珠(51),所述前定心滚珠(51)设置于对应的进料滚珠(5)正上方,所述煨制架(3)的顶部依次设置有第一冲压组件(7)、第二冲压组件(8)、第一煨制组件(9)和第二煨制组件(10),所述第一煨制组件(9)与第二煨制组件(10)结构相同。
2.根据权利要求1所述的一种半盘管一次性加工成型装置,其特征在于:所述第一冲压组件(7)包括转动于煨制架(3)顶部的内凹型滚珠一(71)和外凸型滚珠一(72),所述内凹型滚珠一(71)与外凸型滚珠一(72)的底部延伸至煨制架(3)的底部并通过皮带轮组一(73)传动连接。
3.根据权利要求1所述的一种半盘管一次性加工成型装置,其特征在于:所述第二冲压组件(8)包括转动于煨制架(3)顶部的内凹型滚珠二(81)和外凸型滚珠二(82),所述内凹型滚珠二(81)与外凸型滚珠二(82)的底部延伸至煨制架(3)的底部并通过皮带轮组二(83)传动连接。
4.根据权利要求1所述的一种半盘管一次性加工成型装置,其特征在于:所述第一冲压组件(7)与第二冲压组件(8)的凹凸缘的曲率半径不同,且第一冲压组件(7)的曲率半径大于第二冲压组件(8)。
5.根据权利要求1所述的一种半盘管一次性加工成型装置,其特征在于:所述第一煨制组件(9)包括两个转动于煨制架(3)顶部的内凹型滚珠三(91)和外凸型滚珠三(92),所述外凸型滚珠三(92)与其中一个内凹型滚珠三(91)之间通过皮带轮组三(93)传动连接。
6.根据权利要求1所述的一种半盘管一次性加工成型装置,其特征在于:所述煨制架(3)上固定安装有若干个盘管加工电机(11),若干个所述盘管加工电机(11)分别通过联轴器与皮带轮组一(73)、皮带轮组二(83)、皮带轮组三(93)传动连接。
7.根据权利要求1所述的一种半盘管一次性加工成型装置,其特征在于:所述传动机构(6)包括固定于转动轴(4)一端的带齿皮带轮(61)和固定安装于送料架(2)另一侧的上料电机(62),若干个带齿皮带轮(61)之间通过带齿皮带传动连接,所述上料电机(62)的输出端通过联轴器与其中一个带齿皮带轮(61)传动连接。
技术总结
本技术公开了一种半盘管一次性加工成型装置,属于板材压制成型领域,一种半盘管一次性加工成型装置,包括上料架、送料架和煨制架,所述上料架固定于送料架的一侧,所述煨制架固定于送料架的一端,所述送料架顶部通过转动轴转动连接有若干个进料滚珠,若干个所述进料滚珠之间通过传动机构传动连接,所述送料架靠近煨制架的一端顶部安装有三个前定心滚珠,所述前定心滚珠设置于对应的进料滚珠正上方,所述煨制架的顶部依次设置有第一冲压组件,它可以利用第一冲压组件、第二冲压组件、第一煨制组件以及第二煨制组件的相互配合使用,可以合理的利用板料,大大降低产品的加工制造成本,提高了生产效率。
技术研发人员:朱生萍,李晓亮,王喜平,姚星宇,郑维信
受保护的技术使用者:新疆兰石重装能源工程有限公司
技术研发日:20230210
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!