一种用于气体辐射探测器的激光自动焊接装置的制作方法
本申请涉及激光焊接,具体而言,涉及一种用于气体辐射探测器的激光自动焊接装置。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型。
2、现今随着三、四代核电技术的大力发展,核反应堆对其结构件材料性能或设备运行环境耐受能力的要求也越来越高,如材料或设备的强度、硬度、导电性、耐磨性、耐腐蚀、低温韧性和高温持久强度等。典型地,如安全壳内使用的气体辐射探测器需要耐受高温、高湿、高压和强辐射的恶劣环境条件,根据不同应用场景部分探测器内结构件需采用异种材料焊接或微小焊缝焊接,这就对其焊接工艺和焊缝质量提出了更高的要求。
3、目前,气体辐射探测器内部结构件焊接均采用传统电弧焊接或钎接。传统的电弧焊接或钎接焊接作用区域大,热应力和热影响区也较大,导致材料有较大形变,易造成焊接焊缝大,焊接面不平滑,需要二次打磨加工,且焊接后的工件无法经受弯曲或容易受损。核电厂辐射探测器的长期运行经验表明,传统方式焊接的辐射探测器小范围存在灵敏度降低、寿命缩短、探测效率下降等现象,因此有必要寻求新的更可靠的焊接方式。此外,传统的电弧焊或钎焊焊接需要接触工件表面或对工件施加外力,需人工手动操作,焊接产生的弧光或有害气体、粉尘也会对焊接人员或焊接辅助人员身体造成较大危害,且无法实现自动化大批量生产。
技术实现思路
1、本申请提供了一种用于气体辐射探测器的激光自动焊接装置,采用竖直旋转焊接和平面固定焊接两种焊接方式,为辐射探测器内部结构件和配套金属铠装电缆的焊接提供了最佳方式。
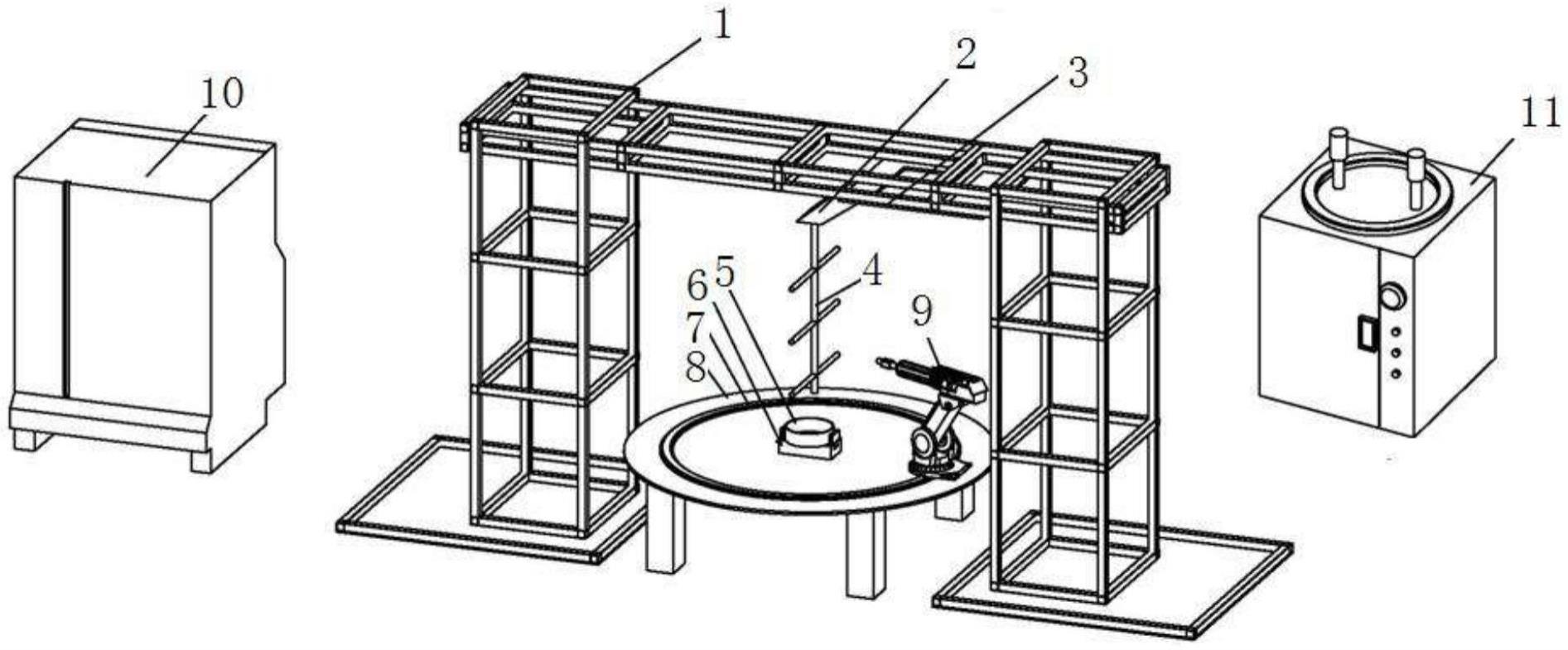
2、为了实现上述目的,本申请提供了一种用于气体辐射探测器的激光自动焊接装置,包括焊接平台、竖直旋转焊接装置、探测器结构件夹具以及控制器,其中:焊接平台上设置有旋转导轨,激光焊枪通过旋转导轨在焊接平台上旋转焊接;竖直旋转焊接装置包括竖直旋杆支撑架、驱动电机以及竖直旋杆,竖直旋杆支撑架架设在焊接平台的正上方,驱动电机通过固定板与竖直旋杆支撑架连接,竖直旋杆与驱动电机连接,驱动电机驱动竖直旋杆转动;探测器结构件夹具设置在焊接平台上,用于放置待焊接探测器结构件;控制器分别与激光焊枪和驱动电机连接,用于控制激光焊枪的旋转与焊接,以及控制驱动电机的开启与关闭。
3、进一步的,激光焊枪包括焊枪底座、焊枪支座、机械臂、焊枪电机、焊枪扭转臂以及激光头,其中:焊枪底座设置在旋转导轨上;焊枪支座设置在焊枪底座上;机械臂的一端与焊枪支座连接,另一端与焊枪扭转臂连接;焊枪电机设置在焊枪扭转臂的上方;激光头与焊枪电机连接;焊枪电机与控制器连接,用于控制机械臂和焊枪扭转臂的伸缩和延伸。
4、进一步的,探测器结构件夹具包括夹具底座、前夹板、后夹板、夹具旋杆以及夹具调节把手,其中:夹具底座设置在焊接平台上;夹具底座上设置有夹板滑轨,前夹板和后夹板均设置在夹板滑轨上,待焊接探测器结构件设置在前夹板和后夹板之间;夹具旋杆和夹具调节把手设置在夹板滑轨靠近前夹板的一端,转动夹具调节把手,带动夹具旋杆,使前夹板和后夹板在夹板滑轨上滑动,放大或缩小夹取距离。
5、进一步的,待焊接探测器结构件为气体辐射探测器内部任意可焊接零件,包括同种金属焊接件、异种金属焊接件和金属陶瓷焊接件。
6、进一步的,还包括激光发生器,激光发生器与激光焊枪连接,用于提供焊接所需能量的激光。
7、进一步的,激光焊枪未进行焊接时,激光头发射可调聚焦红光,用于对焦待焊接探测器结构件焊接的焊缝。
8、本实用新型提供的一种用于气体辐射探测器的激光自动焊接装置,具有以下有益效果:
9、本申请采用竖直旋转焊接和平面固定焊接两种焊接方式,为辐射探测器内部结构件和配套金属电缆的焊接提供了最佳方式,将激光焊接应用到核技术应用领域的辐射探测器焊接,进一步扩展了激光焊接的应用范围,实现了辐射探测器结构件和配套电缆的自动焊接,且激光焊接较传统电弧焊接和钎接在精密小巧结构件焊接方面更具优势,为辐射探测器的大规模批量化生产提供了可行性。
技术特征:
1.一种用于气体辐射探测器的激光自动焊接装置,其特征在于,包括焊接平台、竖直旋转焊接装置、探测器结构件夹具以及控制器,其中:
2.根据权利要求1所述的用于气体辐射探测器的激光自动焊接装置,其特征在于,所述激光焊枪包括焊枪底座、焊枪支座、机械臂、焊枪电机、焊枪扭转臂以及激光头,其中:
3.根据权利要求1所述的用于气体辐射探测器的激光自动焊接装置,其特征在于,所述探测器结构件夹具包括夹具底座、前夹板、后夹板、夹具旋杆以及夹具调节把手,其中:
4.根据权利要求3所述的用于气体辐射探测器的激光自动焊接装置,其特征在于,所述待焊接探测器结构件为气体辐射探测器内部任意可焊接零件,包括同种金属焊接件、异种金属焊接件和金属陶瓷焊接件。
5.根据权利要求2所述的用于气体辐射探测器的激光自动焊接装置,其特征在于,还包括激光发生器,所述激光发生器与所述激光焊枪连接,用于提供焊接所需能量的激光。
6.根据权利要求5所述的用于气体辐射探测器的激光自动焊接装置,其特征在于,所述激光焊枪未进行焊接时,所述激光头发射可调聚焦红光,用于对焦所述待焊接探测器结构件焊接的焊缝。
技术总结
本申请涉及激光焊接技术领域,具体而言,涉及一种用于气体辐射探测器的激光自动焊接装置,包括焊接平台、竖直旋转焊接装置、探测器结构件夹具以及控制器,其中:焊接平台上设置有旋转导轨,激光焊枪通过旋转导轨在焊接平台上旋转焊接;竖直旋转焊接装置包括竖直旋杆支撑架、驱动电机以及竖直旋杆;探测器结构件夹具设置在焊接平台上,用于放置待焊接探测器结构件;控制器分别与激光焊枪和驱动电机连接,用于控制激光焊枪的旋转与焊接,以及控制驱动电机的开启与关闭。本申请采用竖直旋转焊接和平面固定焊接两种焊接方式,实现了辐射探测器结构件和配套电缆的自动焊接,为辐射探测器的大规模批量化生产提供了可行性。
技术研发人员:邱顺利,裴煜,孙惠敏,孙光智,周振德,汪景新,董进诚,周宇琳,江重祥,刘海峰,曾乐,程辉,冯红艺,程翀,王益元
受保护的技术使用者:中国船舶集团有限公司第七一九研究所
技术研发日:20230126
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!