温控器组装机的制作方法
本技术涉及温控器组装设备,特别是温控器组装机。
背景技术:
1、现有技术中的温控器自动组装机通常仅适配一款温控器,因此对应地只有一个面板工位,面板工位的结构依照面板的形状特点进行设计,不同款的温控器的面板结构有较大的区别(如平面片状的面板和立体结构的面板),使得现有的温控器自动组装机无法适配其他款式的面板,对单款温控器进行组装,因此多款温控器只能通过多台温控器自动组装机分别进行组装。
2、在工厂生产过程中,当某一款温控器数量达到饱和后,就不再继续进行生产,对应该款温控器的温控器自动组装机则停机,等待下次需要时再使用,导致温控器自动组装机可能需要较长时间的闲置,不利于对温控器自动组装机进行有效地利用。
技术实现思路
1、本实用新型要解决的技术问题是:提供温控器组装机,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、本实用新型解决其技术问题的解决方案是:
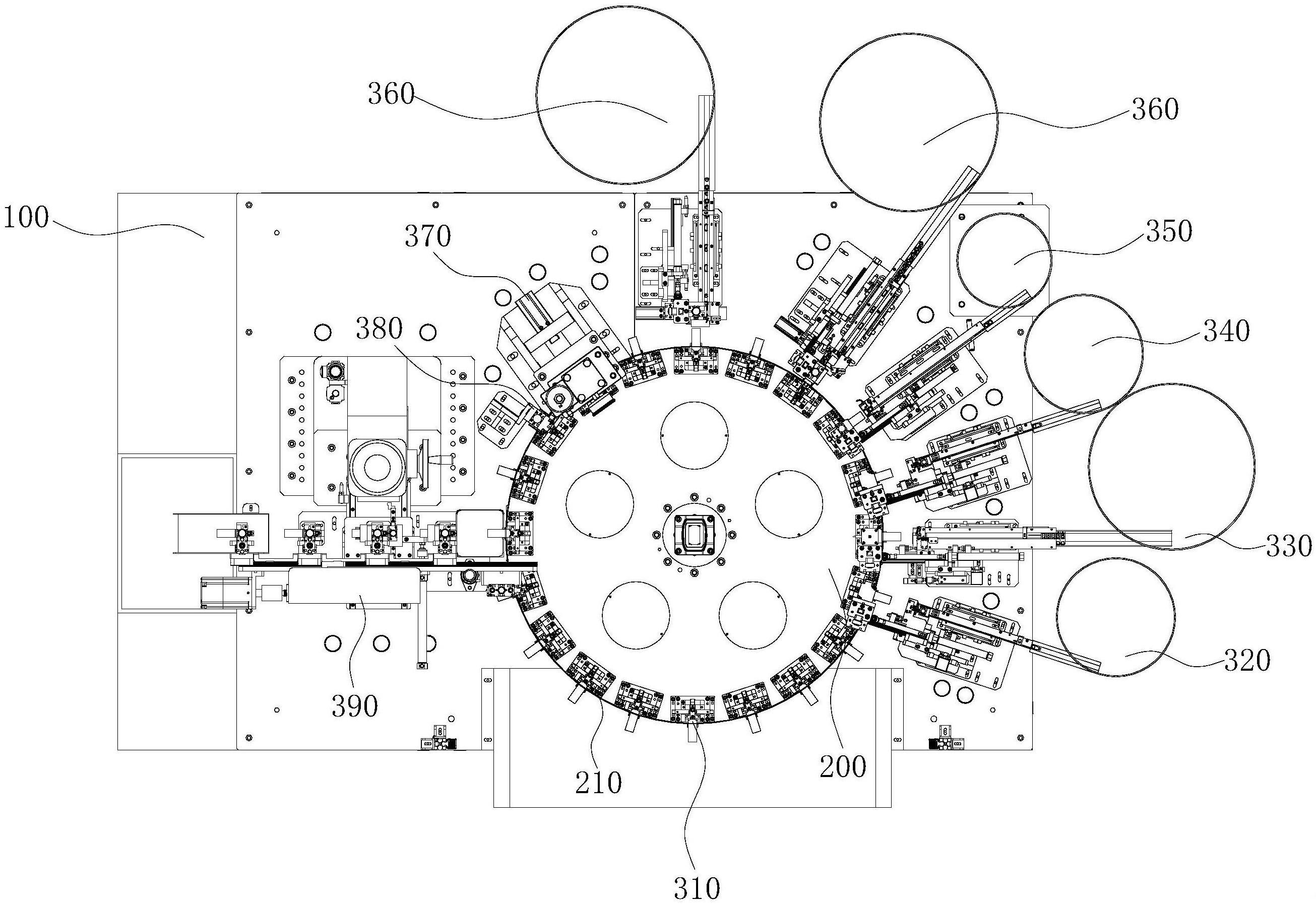
3、温控器组装机,包括:
4、组装运输结构,所述组装运输结构设有运输方向;所述组装运输结构安装有多个运输工装;
5、以及沿所述运输方向依次排布的:
6、放料工位;
7、零件工位,所述零件工位的数量设有多个,多个所述零件工位分别设为:弹片工位、端子工位、磁环工位、面板工位;所述面板工位的数量设为至少两个,多个所述面板工位不同时工作;
8、预压工位;
9、旋铆出料工位。
10、通过上述技术方案,将面板工位设置为多个,在实际工作时,选择其中一个面板工位工作,其他面板工位待机,多个面板工位可分别对不同的面板进行上料等操作,使得本温控器组装机可适配不同款式的温控器,当其中某款温控器的数量达到饱和后,可使用另外的面板工位对不同的面板进行上料,使得温控器组装机可继续进行生产其他款式的温控器,使得温控器组装机的利用率增高,可更加有效地利用温控器组装机。
11、作为上述技术方案的进一步改进,所述零件工位还包括端子预留工位,所述端子预留工位设置于所述弹片工位在所述运输方向的后方。
12、通过上述技术方案,端子预留工位通过工作人员选择是否工作,通过设置端子预留工位,可适配更多款式的温控器。
13、作为上述技术方案的进一步改进,还包括产品检测工位,所述产品检测工位设置于所述预压工位以及所述旋铆出料工位之间。
14、通过上述技术方案,产品检测工位对产品进行检测,避免对不合格的产品进行后续加工,以降低最终生产出的不良品的数量。
15、作为上述技术方案的进一步改进,所述旋铆出料工位设有取件工位、旋铆工位和下料工位,所述取件工位设置于所述组装运输结构的上方;所述旋铆出料工位包括:
16、旋铆机;
17、旋铆治具,所述旋铆治具设置于所述旋铆工位,所述旋铆治具连接有治具驱动结构,所述治具驱动结构驱动所述旋铆治具靠近或远离所述旋铆机;
18、落料滑道,所述落料滑道设置于所述下料工位,所述落料滑道设置于所述旋铆机远离所述组装运输结构的一侧;
19、工件搬运机构,所述工件搬运机构包括工件夹爪和工件搬运驱动结构,所述工件搬运驱动结构驱动所述工件夹爪在所述取件工位、所述旋铆工位和所述下料工位之间来回移动。
20、通过上述技术方案,工件夹爪对工件进行夹取,并通过搬运驱动结构驱动而在旋铆机、组装运输结构和落料滑道之间反复运动,以对组装过程中的工件进行运输。
21、作为上述技术方案的进一步改进,所述工件夹爪的数量设置为至少三个。
22、通过上述技术方案,多个工件夹爪可提高温控器组装的效率。
23、作为上述技术方案的进一步改进,所述运输工装包括:
24、放置治具,所述放置治具设有放置槽;
25、限位件,所述限位件与所述放置治具滑移连接,所述限位件设有第一导向斜面;
26、限位复位件,所述限位复位件设置于所述限位件与所述放置治具之间,所述限位复位件使所述限位件始终具有向所述放置治具靠近的趋势;
27、限位驱动件,所述限位驱动件与所述放置治具滑移连接,所述限位驱动件设有第二导向斜面,所述第二导向斜面与所述第一导向斜面相匹配,所述限位驱动件驱动所述限位件远离所述放置治具。
28、通过上述技术方案,当限位驱动件由于外力而向放置槽运动时,第二导向斜面与第一导向斜面配合,会带动限位件发生位移,使得限位件与放置槽的位置发生变化,从而使得零部件可放置入放置槽或对在放置槽内的零部件进行限位。
29、作为上述技术方案的进一步改进,还包括限位动力源,多个所述限位动力源分别设置于所述放料工位、所述弹片工位以及所述旋铆出料工位,所述限位动力源驱动所述限位驱动件靠近或远离所述放置槽。
30、作为上述技术方案的进一步改进,所述组装运输结构包括运输转盘和转盘驱动件,所述转盘驱动件驱动所述运输转盘转动,多个所述运输工装安装于所述运输转盘的外沿。
31、通过上述技术方案,转盘结构的组装运输结构可减少厂房空间占用。
32、作为上述技术方案的进一步改进,所述转盘驱动件设置为旋转电机。
33、作为上述技术方案的进一步改进,所述零件工位包括:
34、震动上料盘;
35、震动上料轨道,所述震动上料轨道与所述震动上料盘对接,所述震动上料轨道远离所述震动上料盘的一端设为震动出料端;
36、端部限位结构,所述端部限位结构设置于所述震动出料端,所述端部限位结构包括端部限位块和端部限位驱动结构,所述端部限位驱动结构驱动所述端部限位块上下运动,使所述端部限位块进入或远离所述震动上料轨道;
37、取料结构;
38、第一取料驱动件,所述第一取料驱动件驱动所述取料结构在所述震动出料端与所述组装运输结构之间运动;
39、第二取料驱动件,所述第二取料驱动件驱动所述取料结构上下运动。
40、通过上述技术方案,第一取料驱动件和第二取料驱动件分别驱动取料结构沿水平方向和上下方向运动,将零部件从震动出料端移动至组装运输结构处。在取料结构取料时,端部限位结构对震动上料轨道上的零部件进行限位,使得震动上料轨道内的零部件无法继续向前运动,避免取料过程中零部件继续向前运动而掉落。
41、本实用新型的有益效果是:使得温控器组装机的利用率增高,可更加有效地利用温控器组装机。
42、本实用新型用于温控器组装设备技术领域。
技术特征:
1.温控器组装机,其特征在于:包括:
2.根据权利要求1所述的温控器组装机,其特征在于:所述零件工位还包括端子预留工位,所述端子预留工位设置于所述弹片工位在所述运输方向的后方。
3.根据权利要求1所述的温控器组装机,其特征在于:还包括产品检测工位,所述产品检测工位设置于所述预压工位以及所述旋铆出料工位之间。
4.根据权利要求1所述的温控器组装机,其特征在于:所述旋铆出料工位设有取件工位、旋铆工位和下料工位,所述取件工位设置于所述组装运输结构的上方;所述旋铆出料工位包括:
5.根据权利要求4所述的温控器组装机,其特征在于:所述工件夹爪的数量设置为至少三个。
6.根据权利要求1所述的温控器组装机,其特征在于:所述运输工装包括:
7.根据权利要求6所述的温控器组装机,其特征在于:还包括限位动力源,多个所述限位动力源分别设置于所述放料工位、所述弹片工位以及所述旋铆出料工位,所述限位动力源驱动所述限位驱动件靠近或远离所述放置槽。
8.根据权利要求1所述的温控器组装机,其特征在于:所述组装运输结构包括运输转盘和转盘驱动件,所述转盘驱动件驱动所述运输转盘转动,多个所述运输工装安装于所述运输转盘的外沿。
9.根据权利要求8所述的温控器组装机,其特征在于:所述转盘驱动件设置为旋转电机。
10.根据权利要求1所述的温控器组装机,其特征在于:所述零件工位包括:
技术总结
本技术公开了温控器组装机,包括:组装运输结构,所述组装运输结构设有运输方向;所述组装运输结构安装有多个运输工装;以及沿所述运输方向依次排布的:放料工位;零件工位,所述零件工位的数量设有多个,多个所述零件工位分别设为:弹片工位、端子工位、磁环工位、面板工位;所述面板工位的数量设为至少两个,多个所述面板工位不同时工作;预压工位;旋铆出料工位。当其中某款温控器的数量达到饱和后,可使用另外的面板工位对不同的面板进行上料,使得温控器组装机可继续进行生产其他款式的温控器,使得温控器组装机的利用率增高,可更加有效地利用温控器组装机。
技术研发人员:肖喜阳
受保护的技术使用者:广东德沁电器有限公司
技术研发日:20230207
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!