一种气动定位销的制作方法
本申请涉及焊装,涉及到一种气动定位销。
背景技术:
1、在焊接技术领域,气动定位销应用普遍。气动定位销主要由气缸和定位销组成,定位销的固定端与气缸的伸缩杆通过螺丝连接。气缸的伸缩杆是圆形设计,在缸体内部没有固定,一般只能依靠自身摩擦力保持稳定,但是当外界施加一定的推力,伸缩杆会相对于缸体发生旋转。
2、如上所述,定位销与伸缩杆之间通过螺丝固连,但是螺丝本身不具备精定位功能,定位销的中心与伸缩杆的中心可能不同轴。如果定位销在插入产品定位孔的过程中受到来自孔壁的推力,定位销可能会推着伸缩杆旋转,定位销在产品中可能会出现憋销现像,严重地会导致产品被拉变形,影响焊接精度和焊接合格率。
技术实现思路
1、本申请要解决的技术问题是:为了防止出现憋销不良现象的出现,提供一种能够自动调整同轴度的气动定位销。
2、为解决上述技术问题,本实用新型采用的技术方案如下:
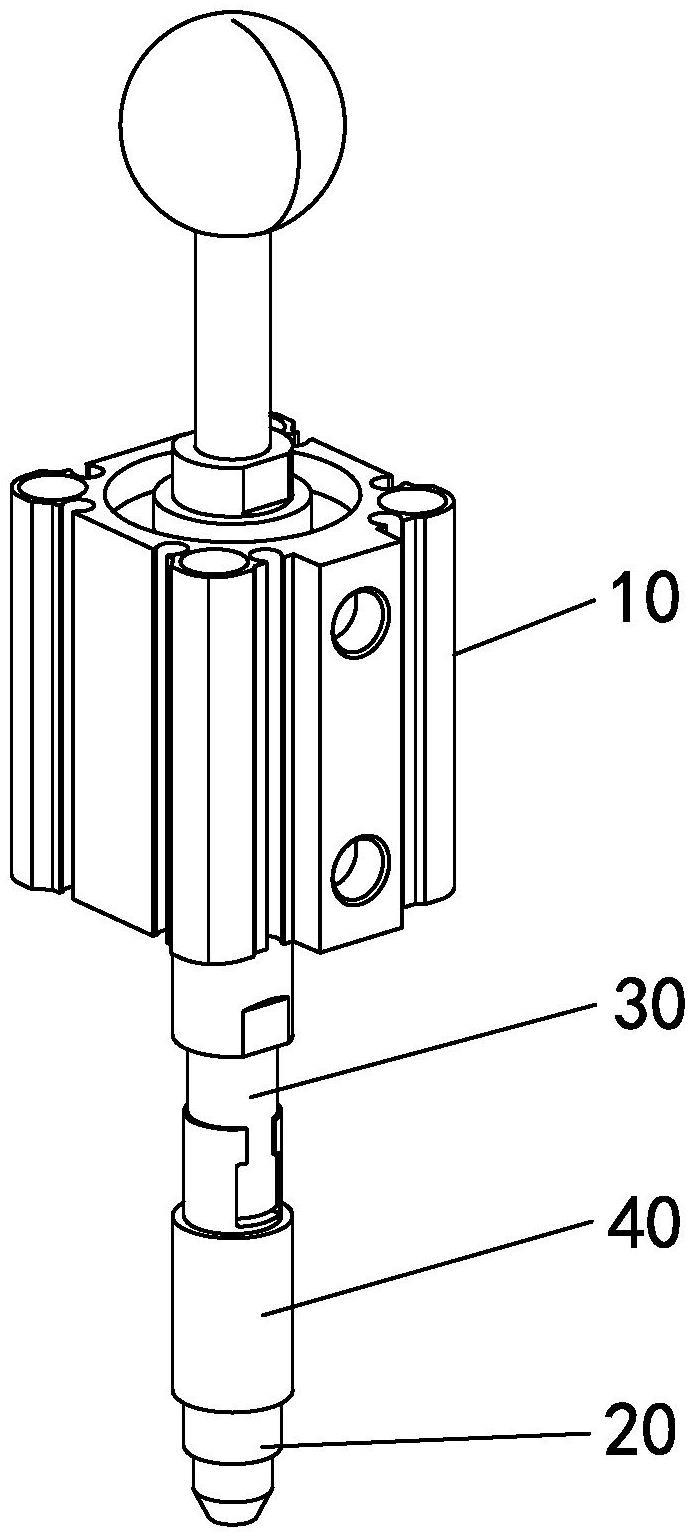
3、一种气动定位销,包括气缸、定位销、连接杆和导向套,所述连接杆的一端与所述气缸的伸缩杆固连,另一端与所述定位销的固定端通过t型滑动结构实现固连,所述导向套的安装位置固定不动,所述定位销从所述导向套中穿过。
4、可以理解的是,气缸通气传力给连接杆和定位销,定位销沿导向套滑动直至插入产品的内孔中将产品精准定位,启动焊机完成正常焊接工作。连接杆与定位线之间通过t型滑动结构连接,气缸与定位销在传力过程中出现的同轴度偏差,通过连接杆与定位销的平移滑动消除,定位销在导向套中顺利滑动不会出现侧力憋销的现像。
5、在一种可能的实施方式中,所述定位销的固定端设置有t型滑槽,所述连接杆的端部设置有t型滑块,所述t型滑块滑接于所述t型滑槽内组成所述t型滑动结构。
6、在一种可能的实施方式中,所述定位销的固定端设置有t型滑块,所述连接杆的端部设置有t型滑槽,所述t型滑块滑接于所述t型滑槽内组成所述t型滑动结构。
7、优选地,所述t型滑块的侧壁与所述t型滑槽的槽壁之间的配合间隙为0.05mm-0.15mm。
8、可以理解的是,t型滑块与t型滑槽之间主要起连接和导向作用,定位销的位置精度由导向套调整,将t型滑块与t型滑槽之间的配合间隙调整为0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm、0.11mm、0.12mm、0.13mm、0.14mm、0.15mm中的任意一种尺寸,配合导向套的限位作用既可以保证定位销自适应调整范围足够大,还能够保证定位销移动过程中的稳定性。
9、优选地,所述t型滑块对应所述t型滑槽的槽底面的一端设置有凸起部。
10、可以理解的是,凸起部的尺寸小于t型滑块的端面尺寸,通过设置凸起部减少了t型滑块与所述t型滑槽的接触面积,较少了滑动摩擦力。
11、在一种可能的实施方式中,所述气缸的伸缩杆端部设置有定位孔,所述连接杆的另一个端部设置有定位部,所述定位部插入所述定位孔内,以一螺丝横穿所述伸缩杆与连接杆将所述连接杆与所述伸缩杆固连。
12、在一种可能的实施方式中,所述连接杆的另一个端部设置有定位孔,所述气缸的伸缩杆端部设置有定位部,所述定位部插入所述定位孔内,以一螺丝横穿所述连接杆与伸缩杆将所述连接杆与所述伸缩杆固连。
13、优选地,所述螺丝的轴向与所述t型滑块的滑动方向一致。
14、可以理解的是,连接杆与伸缩杆采用凹凸连接方式固连,提高了两者之间的同轴度。
15、综上所述,本申请实施例的气动定位销利用气缸伸缩杆的自转和连接杆的纵向滑动,弥补气缸与定位销力传动的纵向偏差,实现气缸与定位销的动力连动,气缸的传力不受精度影响,保证了定位销受力平衡,保证了定位销的定位精度,提高了产品的焊接合格率。
技术特征:
1.一种气动定位销,其特征在于,包括气缸、定位销、连接杆和导向套,所述连接杆的一端与所述气缸的伸缩杆固连,另一端与所述定位销的固定端通过t型滑动结构实现固连,所述导向套的安装位置固定不动,所述定位销从所述导向套中穿过。
2.根据权利要求1所述的一种气动定位销,其特征在于,所述定位销的固定端设置有t型滑槽,所述连接杆的端部设置有t型滑块,所述t型滑块滑接于所述t型滑槽内组成所述t型滑动结构。
3.根据权利要求1所述的一种气动定位销,其特征在于,所述定位销的固定端设置有t型滑块,所述连接杆的端部设置有t型滑槽,所述t型滑块滑接于所述t型滑槽内组成所述t型滑动结构。
4.根据权利要求2或3所述的一种气动定位销,其特征在于,所述t型滑块的侧壁与所述t型滑槽的槽壁之间的配合间隙为0.05mm-0.15mm。
5.根据权利要求4所述的一种气动定位销,其特征在于,所述t型滑块对应所述t型滑槽的槽底面的一端设置有凸起部。
6.根据权利要求2所述的一种气动定位销,其特征在于,所述气缸的伸缩杆端部设置有定位孔,所述连接杆的另一个端部设置有定位部,所述定位部插入所述定位孔内,以一螺丝横穿所述伸缩杆与连接杆将两者固连。
7.根据权利要求3所述的一种气动定位销,其特征在于,所述连接杆的另一个端部设置有定位孔,所述气缸的伸缩杆端部设置有定位部,所述定位部插入所述定位孔内,以一螺丝横穿所述连接杆与伸缩杆将两者固连。
8.根据权利要求6或7所述的一种气动定位销,其特征在于,所述螺丝的轴向与所述t型滑块的滑动方向一致。
技术总结
本技术提供了一种气动定位销,包括气缸、定位销、连接杆和导向套,连接杆的一端与气缸的伸缩杆固连,另一端与定位销的固定端通过T型滑动结构实现固连,导向套的安装位置固定不动,定位销从导向套中穿过。申请实提供的气动定位销利用气缸伸缩杆的自转和连接杆的纵向滑动,弥补气缸与定位销力传动的纵向偏差,实现气缸与定位销的动力连动,气缸的传力不受精度影响,保证了定位销受力平衡,保证了定位销的定位精度,提高了产品的焊接合格率。
技术研发人员:张涛,徐思晗,章海蓉
受保护的技术使用者:日晗精密机械(昆山)有限公司
技术研发日:20230222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!