一种流水式锻压生产线的制作方法
本技术涉及锻压生产设备,尤其是涉及一种流水式锻压生产线。
背景技术:
1、锻压生产设备是铸造类企业的重要生产设备,重锤式锻压机是利用锻锤的高速、高频冲击来使坯件发生塑性形变的设备,常被企业用来生产金属类制件的坯料。
2、目前企业在使用锻压机进行锻压作业时,坯料的放置和取出都还是采取人工操作(即人工使用专用夹钳来取拿热坯件),这种人工取放模式比较费时费力,效率不高,而且在锻压生产中,工人需要接近锻压机操作,具有一定的安全隐患,因此企业急需升级和改进现有的锻压设备。
技术实现思路
1、本实用新型的目的在于克服上述现有技术的不足,提供一种流水式锻压生产线。
2、为了实现上述目的,本实用新型采用如下技术方案:
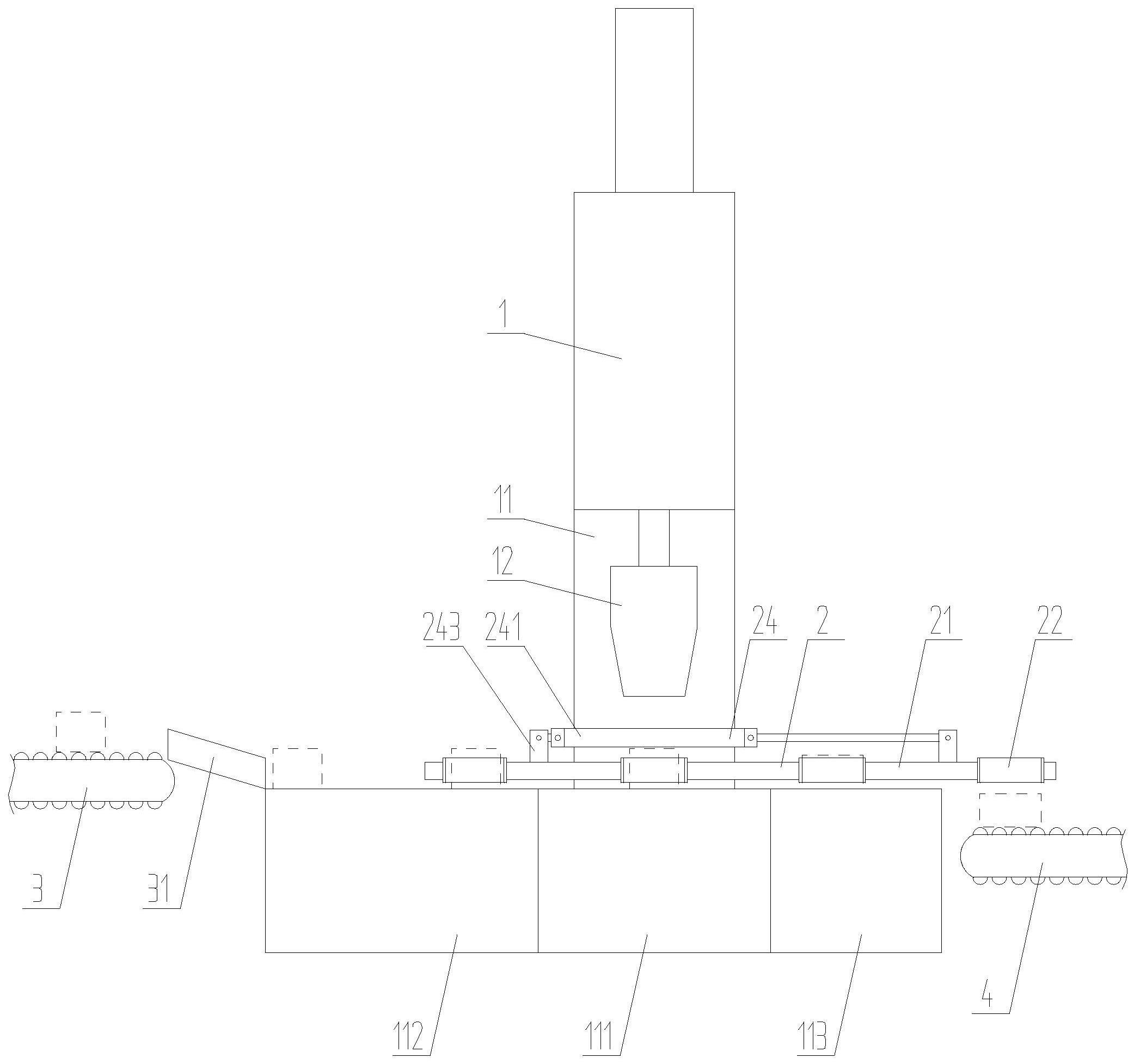
3、一种流水式锻压生产线,包括锻压机和坯件间歇递送装置,所述锻压机上设有左右贯通的锻压工作腔,所述锻压工作腔内安装有冲击锻锤,所述锻压工作腔底部设有锻压平台,所述锻压平台的左右两端连接有齐高的第一辅助平台和第二辅助平台,所述坯件间歇递送装置安装在上述三个齐高的平台上,所述第一辅助平台左侧安装有坯件输入传送带,所述第二辅助平台右侧安装有坯件输出传送带。
4、所述坯件间歇递送装置包括坯件夹持杆、夹持驱动机构和递送驱动机构,两根所述坯件夹持杆平行布置,且分列在坯件运动路线的左右两侧,每根所述坯件夹持杆上都安装有若干个的夹持座机构,若干个所述夹持座机构沿坯件夹持杆长度方向均布安装,两根所述坯件夹持杆上的夹持座机构都朝向坯件方向来安装,且相互一一对应设置,每根所述坯件夹持杆都传动连接有一个夹持驱动机构和一个递送驱动机构,两根所述坯件夹持杆能实现同步运动。
5、所述夹持座机构包括夹持座、主连杆和限制导向杆,所述夹持座朝向坯件端设有夹持弧面,所述主连杆和限制导向杆连接在夹持弧面的对向端,所述主连杆和限制导向杆都贯穿插接在坯件夹持杆上,两根限制导向杆分列在主连杆两侧,所述主连杆上套装有弹簧,所述弹簧一端连接在坯件夹持杆端面上,另一端连接在夹持座端面上。
6、所述夹持驱动机构包括夹持驱动缸,所述夹持驱动缸的活塞杆端连接有推移滑座,所述坯件夹持杆侧壁上安装有轨道架,所述轨道架上铺装有条轨,所述条轨为t形轨,所述推移滑座滑动连接在条轨上。
7、所述递送驱动机构包括递送驱动缸和驱动板,所述递送驱动缸采用双头推缸,所述递送驱动缸的两个活塞杆头上都连接有驱动插杆,两个所述驱动板对称连接在坯件夹持杆上平面上,两个所述驱动插杆一一对应插装在两个驱动板上。
8、所述坯件输入传送带和坯件输出传送带采用金属托辊式传送带。
9、所述坯件输入传送带的安装高度高于第一辅助平台,所述坯件输入传送带与第一辅助平台之间倾斜安装有滑道。
10、所述坯件输出传送带的安装高度低于第二辅助平台。
11、本实用新型的有益效果是:本实用新型通过设置输入、输出传送带及坯件间歇递送装置等结构来实现坯件的自动化流转输送,在坯件输送过程中来完成坯件的锻压作业,采用本实用新型后,锻压机能连续作业,生产效率大幅提升,工人也无需再靠近作业中的锻压机,生产安全隐患被有效排除。
技术特征:
1.一种流水式锻压生产线,包括锻压机(1)和坯件间歇递送装置(2),其特征在于:所述锻压机(1)上设有左右贯通的锻压工作腔(11),所述锻压工作腔(11)内安装有冲击锻锤(12),所述锻压工作腔(11)底部设有锻压平台(111),所述锻压平台(111)的左右两端连接有齐高的第一辅助平台(112)和第二辅助平台(113),所述坯件间歇递送装置(2)安装在上述三个齐高的平台上,所述第一辅助平台(112)左侧安装有坯件输入传送带(3),所述第二辅助平台(113)右侧安装有坯件输出传送带(4)。
2.如权利要求1所述的一种流水式锻压生产线,其特征在于:所述坯件间歇递送装置(2)包括坯件夹持杆(21)、夹持驱动机构(23)和递送驱动机构(24),两根所述坯件夹持杆(21)平行布置,且分列在坯件运动路线的左右两侧,每根所述坯件夹持杆(21)上都安装有若干个的夹持座机构(22),若干个所述夹持座机构(22)沿坯件夹持杆(21)长度方向均布安装,两根所述坯件夹持杆(21)上的夹持座机构(22)都朝向坯件方向来安装,且相互一一对应设置,每根所述坯件夹持杆(21)都传动连接有一个夹持驱动机构(23)和一个递送驱动机构(24),两根所述坯件夹持杆(21)能实现同步运动。
3.如权利要求2所述的一种流水式锻压生产线,其特征在于:所述夹持座机构(22)包括夹持座(221)、主连杆(223)和限制导向杆(224),所述夹持座(221)朝向坯件端设有夹持弧面(222),所述主连杆(223)和限制导向杆(224)连接在夹持弧面(222)的对向端,所述主连杆(223)和限制导向杆(224)都贯穿插接在坯件夹持杆(21)上,两根限制导向杆(224)分列在主连杆(223)两侧,所述主连杆(223)上套装有弹簧(225),所述弹簧(225)一端连接在坯件夹持杆(21)端面上,另一端连接在夹持座(221)端面上。
4.如权利要求2所述的一种流水式锻压生产线,其特征在于:所述夹持驱动机构(23)包括夹持驱动缸(231),所述夹持驱动缸(231)的活塞杆端连接有推移滑座(232),所述坯件夹持杆(21)侧壁上安装有轨道架(211),所述轨道架(211)上铺装有条轨(212),所述条轨(212)为t形轨,所述推移滑座(232)滑动连接在条轨(212)上。
5.如权利要求2所述的一种流水式锻压生产线,其特征在于:所述递送驱动机构(24)包括递送驱动缸(241)和驱动板(243),所述递送驱动缸(241)采用双头推缸,所述递送驱动缸(241)的两个活塞杆头上都连接有驱动插杆(242),两个所述驱动板(243)对称连接在坯件夹持杆(21)上平面上,两个所述驱动插杆(242)一一对应插装在两个驱动板(243)上。
6.如权利要求1所述的一种流水式锻压生产线,其特征在于:所述坯件输入传送带(3)和坯件输出传送带(4)采用金属托辊式传送带。
7.如权利要求1所述的一种流水式锻压生产线,其特征在于:所述坯件输入传送带(3)的安装高度高于第一辅助平台(112),所述坯件输入传送带(3)与第一辅助平台(112)之间倾斜安装有滑道(31)。
8.如权利要求1所述的一种流水式锻压生产线,其特征在于:所述坯件输出传送带(4)的安装高度低于第二辅助平台(113)。
技术总结
本技术公开一种流水式锻压生产线,包括锻压机和坯件间歇递送装置,锻压机上设有左右贯通的锻压工作腔,锻压工作腔内安装有冲击锻锤,锻压工作腔底部设有锻压平台,锻压平台的左右两端连接有齐高的第一辅助平台和第二辅助平台,坯件间歇递送装置安装在上述三个齐高的平台上,第一辅助平台左侧安装有坯件输入传送带,第二辅助平台右侧安装有坯件输出传送带,本技术通过设置输入、输出传送带及坯件间歇递送装置等结构来实现坯件的自动化流转输送,在坯件输送过程中来完成坯件的锻压作业,采用本技术后,锻压机能连续作业,生产效率大幅提升,工人也无需再靠近作业中的锻压机,生产安全隐患被有效排除。
技术研发人员:鲁利明,陈兴国,钱兴木
受保护的技术使用者:绍兴市华宏精密科技有限公司
技术研发日:20230215
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!