一种便于更换夹具的门式双头双丝埋弧焊机的制作方法
本技术涉及一种门式双头双丝埋弧焊机,特别是涉及一种便于更换夹具的门式双头双丝埋弧焊机,属于埋弧焊机。
背景技术:
1、埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,固有的焊接质量稳定、焊接生产效率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法,近年来,虽然先后出现了许多种高效、优质的新焊接方法,但是埋弧焊的应用领域依然未受到任何的影响,各种熔焊方法的容敷金属重量所占份额的角度来看,埋弧焊约占10%左右,且多年来一直变化不大,埋弧半自动焊主要是软管主动焊,其特点是采用较细直径2mm或2mm以下的焊丝,焊丝通过弯曲的软管送入熔池。
2、如申请号为:201721708378.2公开的一种用于焊接锅炉钢焊接件箱形梁及h型钢的埋弧焊机,包括机座,所述机座上部设有支撑臂,所述支撑臂上设有气罐,所述气罐通过导管与焊枪相连,所述焊枪分为第一焊枪和第二焊枪,所述焊枪与液压装置相连,所述第一焊枪与第二焊枪呈一定角度,所述机座上部还设有夹持部,所述夹持部包括夹持端部,夹持端部与手柄相连,所述焊枪与控制器相连该设备达到可焊接效率高,减轻劳动强度的优点。
3、上述结构仍然存在一定的不足:上述的焊枪无法根据所要焊接的材料所需的焊条的粗细进行更换,会导致焊接的效果较差,浪费焊条的同时不够美观,上述结构在使用的过程中无法根据焊接件的形状进行更换夹具,因此需要一种便于更换夹具的门式双头双丝埋弧焊机,对上述不足进行改进。
技术实现思路
1、本实用新型的主要目的是为了提供一种便于更换夹具的门式双头双丝埋弧焊机,使用者将焊接件的夹具安装在夹具更换板顶部的夹具限位槽内,定位好后将焊接件放置在焊接件限位板顶部由夹具进行固定,固定好后通过接缝扫描件进行扫描,扫描到后自动启动升降电动伸缩杆带动升降滑块、限位件、旋转电机,第一埋弧焊机和第二埋弧焊机进行升降,通过第一埋弧焊机和第二埋弧焊机的焊条与焊接件进行接触焊接,在通过接缝扫描件扫描的过程中将信息传输给分析件对接缝的大小进行判断,根据接缝的大小自行驱动旋转电机带动第一埋弧焊机和第二埋弧焊机进行旋转根据不同粗细的焊接口进行焊接处理,在焊接的过程中通过启动驱动电机带动转动杆进行转动,通过转动杆的转动带动收卷辊对拉绳进行收卷,通过拉绳的收卷拉动连接滑动板进行左右移动,本设备可根据焊接件的焊接缝的大小进行更换焊接头,更加智能和美观,在焊接的同时自动进行移动,在移动的过程中可对焊缝进行二次检查,避免漏焊的问题。
2、本实用新型的目的可以通过采用如下技术方案达到:
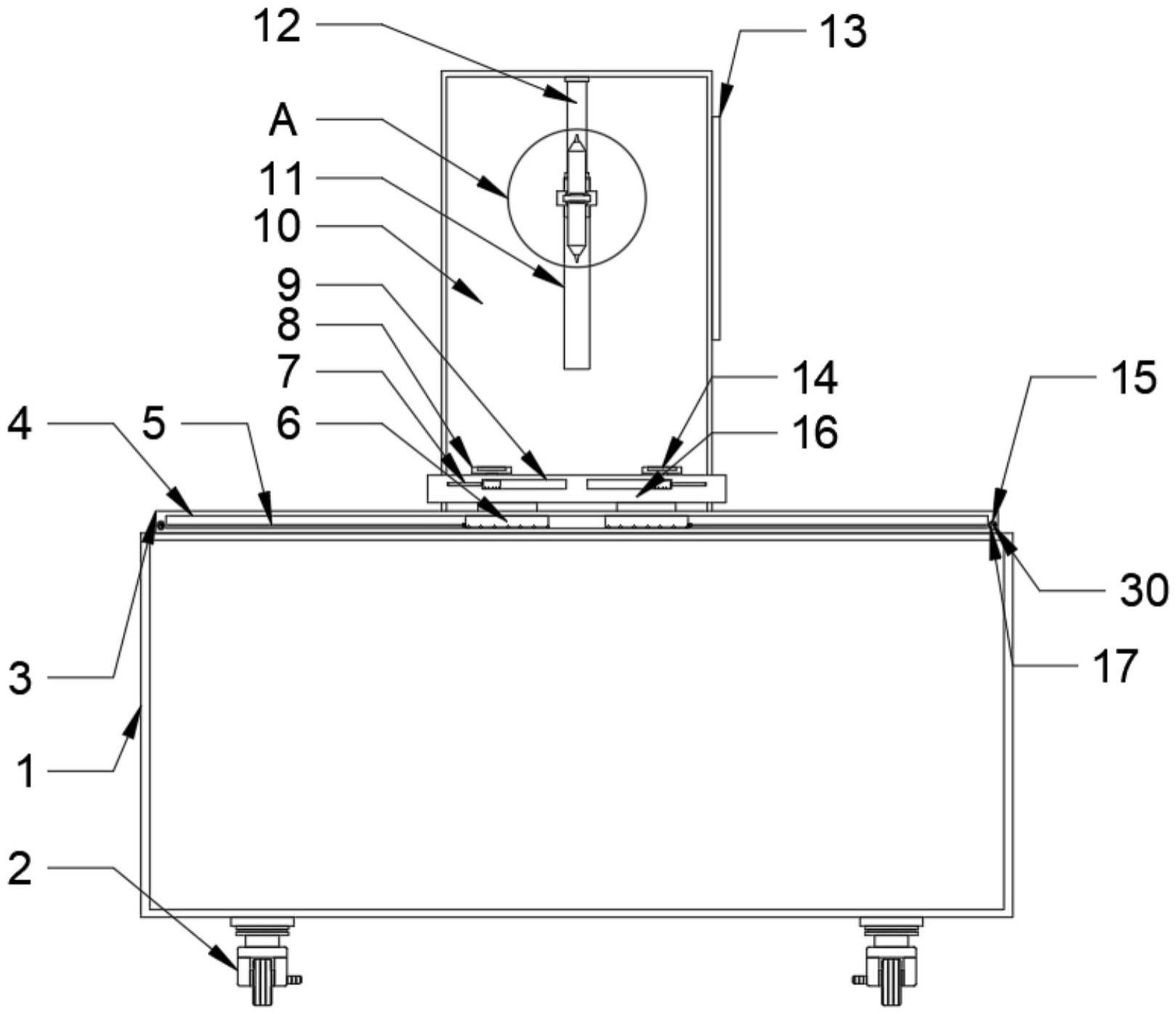
3、一种便于更换夹具的门式双头双丝埋弧焊机,包括埋弧焊机主体,埋弧焊机主体顶部外侧安装有限位立板,限位立板内壁开设有升降槽,升降槽顶部安装有升降电动伸缩杆,升降电动伸缩杆的输出端安装有升降滑块,升降滑块外壁安装有限位件,限位件外壁安装有旋转电机,旋转电机的输出端下段安装有第一埋弧焊机,第一埋弧焊机的顶端安装有第二埋弧焊机,第一埋弧焊机和第二埋弧焊机的外壁中间处安装有接缝扫描件,埋弧焊机主体顶部安装有拉动槽,拉动槽顶部安装有焊接件限位板,焊接件限位板内部两侧开设有推动槽,推动槽内安装有夹具更换板,夹具更换板顶部中间处安装有夹具限位槽,推动槽外端安装有夹具推动伸缩杆,且夹具推动伸缩杆的输出端与夹具更换板推动连接,拉动槽内安装有收卷拉动组件,埋弧焊机主体底部四角处安装有万向轮,限位立板的外壁上段安装有控制面板,埋弧焊机主体上安装有模块组件。
4、优选的,收卷拉动组件包括拉动槽、拉绳、连接滑动板、驱动电机、转动杆和收卷辊,拉动槽开设在焊接件拉动限位件内部中间处,连接滑动板插入拉动槽内,且连接滑动板的顶部与焊接件限位板连接,连接滑动板外壁下段安装有拉绳,焊接件拉动限位件两端安装有驱动电机,驱动电机的输出端安装有转动杆,转动杆中间套设有收卷辊,拉绳的一端缠绕在收卷辊中间处。
5、优选的,模块组件包括、控制模块、夹持推动模块、接缝扫描模块、拉动模块和下降模块,控制模块与工件扫描模块电性连接,工件扫描模块与夹持推动模块、接缝扫描模块和下降模块电性连接,接缝扫描模块与拉动模块电性连接。
6、优选的,拉动槽两端安装有挤压感应按钮,且连接滑动板与挤压感应按钮相互配合,推动槽内安装有位置感应件,推动槽与位置感应件相互配合。
7、优选的,夹具更换板与夹具为分体式结构。
8、优选的,连接滑动板和焊接件限位板为分体式结构。
9、本实用新型的有益技术效果:
10、本实用新型提供的一种便于更换夹具的门式双头双丝埋弧焊机,使用者将焊接件的夹具安装在夹具更换板顶部的夹具限位槽内,定位好后将焊接件放置在焊接件限位板顶部由夹具进行固定,固定好后通过接缝扫描件进行扫描,扫描到后自动启动升降电动伸缩杆带动升降滑块、限位件、旋转电机,第一埋弧焊机和第二埋弧焊机进行升降,通过第一埋弧焊机和第二埋弧焊机的焊条与焊接件进行接触焊接,在通过接缝扫描件扫描的过程中将信息传输给分析件对接缝的大小进行判断,根据接缝的大小自行驱动旋转电机带动第一埋弧焊机和第二埋弧焊机进行旋转根据不同粗细的焊接口进行焊接处理,在焊接的过程中通过启动驱动电机带动转动杆进行转动,通过转动杆的转动带动收卷辊对拉绳进行收卷,通过拉绳的收卷拉动连接滑动板进行左右移动,本设备可根据焊接件的焊接缝的大小进行更换焊接头,更加智能和美观,在焊接的同时自动进行移动,在移动的过程中可对焊缝进行二次检查,避免漏焊的问题。
技术特征:
1.一种便于更换夹具的门式双头双丝埋弧焊机,其特征在于:包括埋弧焊机主体(1),埋弧焊机主体(1)顶部外侧安装有限位立板(10),限位立板(10)内壁开设有升降槽(11),升降槽(11)顶部安装有升降电动伸缩杆(12),升降电动伸缩杆(12)的输出端安装有升降滑块(24),升降滑块(24)外壁安装有限位件(25),限位件(25)外壁安装有旋转电机(26),旋转电机(26)的输出端下段安装有第一埋弧焊机(28),第一埋弧焊机(28)的顶端安装有第二埋弧焊机(29),第一埋弧焊机(28)和第二埋弧焊机(29)的外壁中间处安装有接缝扫描件(27),埋弧焊机主体(1)顶部安装有拉动槽(4),拉动槽(4)顶部安装有焊接件限位板(16),焊接件限位板(16)内部两侧开设有推动槽(9),推动槽(9)内安装有夹具更换板(8),夹具更换板(8)顶部中间处安装有夹具限位槽(14),推动槽(9)外端安装有夹具推动伸缩杆(7),且夹具推动伸缩杆(7)的输出端与夹具更换板(8)推动连接,拉动槽(4)内安装有收卷拉动组件,埋弧焊机主体(1)底部四角处安装有万向轮(2),限位立板(10)的外壁上段安装有控制面板(13),埋弧焊机主体(1)上安装有模块组件。
2.根据权利要求1所述的一种便于更换夹具的门式双头双丝埋弧焊机,其特征在于:收卷拉动组件包括拉动槽(4)、拉绳(5)、连接滑动板(6)、驱动电机(15)、转动杆(30)和收卷辊(17),拉动槽(4)开设在焊接件拉动限位件(3)内部中间处,连接滑动板(6)插入拉动槽(4)内,且连接滑动板(6)的顶部与焊接件限位板(16)连接,连接滑动板(6)外壁下段安装有拉绳(5),焊接件拉动限位件(3)两端安装有驱动电机(15),驱动电机(15)的输出端安装有转动杆(30),转动杆(30)中间套设有收卷辊(17),拉绳(5)的一端缠绕在收卷辊(17)中间处。
3.根据权利要求2所述的一种便于更换夹具的门式双头双丝埋弧焊机,其特征在于:模块组件包括工件扫描模块(18)、控制模块(19)、夹持推动模块(20)、接缝扫描模块(21)、拉动模块(22)和下降模块(23),控制模块(19)与工件扫描模块(18)电性连接,工件扫描模块(18)与夹持推动模块(20)、接缝扫描模块(21)和下降模块(23)电性连接,接缝扫描模块(21)与拉动模块(22)电性连接。
4.根据权利要求3所述的一种便于更换夹具的门式双头双丝埋弧焊机,其特征在于:拉动槽(4)两端安装有挤压感应按钮,且连接滑动板(6)与挤压感应按钮相互配合,推动槽(9)内安装有位置感应件,推动槽(9)与位置感应件相互配合。
5.根据权利要求4所述的一种便于更换夹具的门式双头双丝埋弧焊机,其特征在于:夹具更换板(8)与夹具为分体式结构。
6.根据权利要求5所述的一种便于更换夹具的门式双头双丝埋弧焊机,其特征在于:连接滑动板(6)和焊接件限位板(16)为分体式结构。
技术总结
本技术公开了一种便于更换夹具的门式双头双丝埋弧焊机置,属于埋弧焊机技术领域,第一埋弧焊机的顶端安装有第二埋弧焊机,第一埋弧焊机和第二埋弧焊机的外壁中间处安装有接缝扫描件,推动槽外端安装有夹具推动伸缩杆,根据接缝的大小自行驱动旋转电机带动第一埋弧焊机和第二埋弧焊机进行旋转根据不同粗细的焊接口进行焊接处理,在焊接的过程中通过启动驱动电机带动转动杆进行转动,通过转动杆的转动带动收卷辊对拉绳进行收卷,通过拉绳的收卷拉动连接滑动板进行左右移动,本设备可根据焊接件的焊接缝的大小进行更换焊接头,更加智能和美观,在焊接的同时自动进行移动,在移动的过程中可对焊缝进行二次检查,避免漏焊的问题。
技术研发人员:刘鸽,王永科,张晓童,王旭平
受保护的技术使用者:威海奥东金属结构制造有限公司
技术研发日:20230306
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!