一种航空零部件的焊接工装的制作方法
本技术属于航空零部件焊接用工装,具体涉及一种航空零部件的焊接工装。
背景技术:
1、氩弧焊接加工零件传统作业方法是将零件用手对齐,而后进行焊接,传统的焊接方法存在以下问题:
2、1)每次焊接后,零件变形量较大,零件都需要重新人工校正零件变形,加工效率低。
3、2)由于无焊接工装,氩气保护不好,容易焊接不透。
4、3)由于无焊接工装,零件很难对齐,出现错牙的概率很高。
5、以上情况都不容易将零件尺寸保证,零件合格率低。
技术实现思路
1、本实用新型的目的在于提供一种用于转接管的焊接专用工装,能够保证零件连接处对齐,省去人工校正零件的时间,提高零件的加工效率,提高零件的焊接质量和加工尺寸,进一步提高了产品的合格率。
2、为了实现上述目的,本实用新型采用如下技术方案:
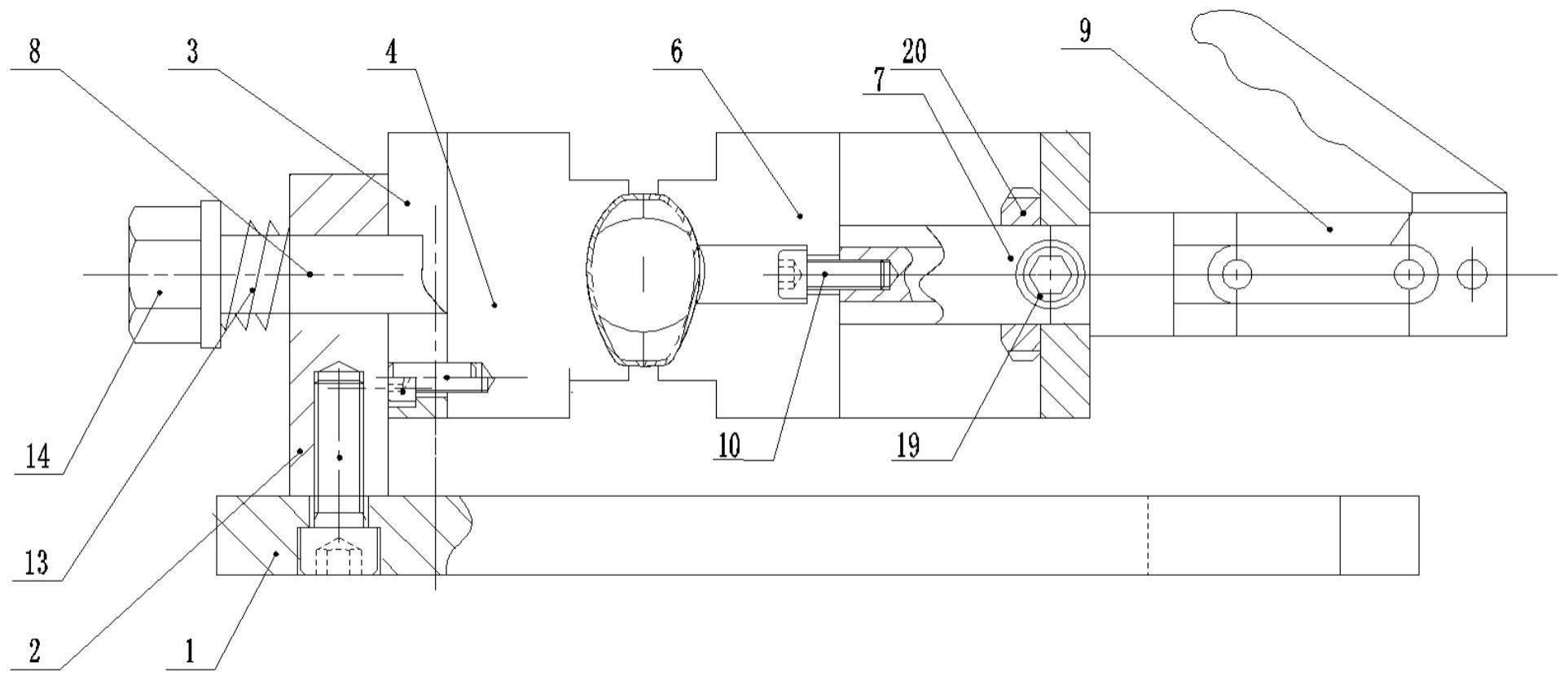
3、一种航空零部件的焊接工装,包括底座,所述底座上表面一端通过螺栓连接有支座,支座中上部转动安装有转轴,转轴一端设置有螺母,螺母与支座之间的转轴上套装有弹簧,另一端与u型座一端固定连接,靠近支座一端的u型座上通过销子及螺栓安装有定位块ⅰ,推拉式夹钳的套筒穿过u型座的通孔,在u型座内侧的推拉式夹钳的套筒上螺接有螺母,推拉式夹钳的推杆末端通过螺钉安装有定位块ⅱ,定位块ⅰ与定位块ⅱ之间设置有待焊转接管零件,待焊转接管零件外侧定位块ⅰ和定位块ⅱ之间塞设有塞块,塞块上连接有快速接头。
4、所述u型座包括底板,所述底板两端一体形成有竖板ⅰ和竖板ⅱ,竖板ⅰ上通过销子和螺栓安装有定位块ⅰ,竖板ⅱ顶部通过螺栓安装有导板ⅰ,导板ⅰ下方底板上通过销子及螺栓安装有导板ⅱ。
5、所述定位块ⅱ上开设有通孔,螺钉穿过通孔将定位块ⅱ与推拉式夹钳的推杆末端固定。
6、一种航空零部件的焊接工装,包括底座,所述底座上表面对称中心处通过螺钉安装有支座,支座上部转动安装有中空转轴,中空转轴上螺接有螺母,螺母与支座之间的中空转轴上套装有弹簧,中空转轴靠近螺母一端安装有快速接头,中空转轴另一端安装有定位块组件,且定位块组件与中空转轴之间通过限位销限定转动自由度,定位块组件上安装有待焊接零件。
7、所述定位块组件包括定位块ⅲ,定位块ⅲ的直角处加工有镶块安装位,在镶块安装位通过螺钉安装有带孔镶块,定位块ⅲ相互垂直的两个面靠近锐角处螺接有螺柱,螺柱上安装有压板,压板顶部螺柱上螺接有锁紧螺母,定位块ⅲ相互垂直的两个面上安装有待焊接零件,且待焊接零件两端通过压板压紧。
8、所述定位块ⅲ上开设有与中空转轴及带孔镶块连通的气体通道。
9、本实用新型的有益效果:
10、本实用新型设计了具有全新结构的工装夹具,能够防止每次零件因焊接产生变形,使零件的加工方便易行。
技术特征:
1.一种航空零部件的焊接工装,其特征在于,包括底座,所述底座上表面一端通过螺栓连接有支座,支座中上部转动安装有转轴,转轴一端设置有螺母,螺母与支座之间的转轴上套装有弹簧,另一端与u型座一端固定连接,靠近支座一端的u型座上通过销子及螺栓安装有定位块ⅰ,推拉式夹钳的套筒穿过u型座的通孔,在u型座内侧的推拉式夹钳的套筒上螺接有螺母,推拉式夹钳的推杆末端通过螺钉安装有定位块ⅱ,定位块ⅰ与定位块ⅱ之间设置有待焊转接管零件,待焊转接管零件外侧定位块ⅰ和定位块ⅱ之间塞设有塞块,塞块上连接有快速接头。
2.根据权利要求1所述的一种航空零部件的焊接工装,其特征在于:所述u型座包括底板,所述底板两端一体形成有竖板ⅰ和竖板ⅱ,竖板ⅰ上通过销子和螺栓安装有定位块ⅰ,竖板ⅱ顶部通过螺栓安装有导板ⅰ,导板ⅰ下方底板上通过销子及螺栓安装有导板ⅱ。
3.根据权利要求1所述的一种航空零部件的焊接工装,其特征在于:所述定位块ⅱ上开设有通孔,螺钉穿过通孔将定位块ⅱ与推拉式夹钳的推杆末端固定。
4.一种航空零部件的焊接工装,其特征在于,包括底座,所述底座上表面对称中心处通过螺钉安装有支座,支座上部转动安装有中空转轴,中空转轴上螺接有螺母,螺母与支座之间的中空转轴上套装有弹簧,中空转轴靠近螺母一端安装有快速接头,中空转轴另一端安装有定位块组件,且定位块组件与中空转轴之间通过限位销限定转动自由度,定位块组件上安装有待焊接零件。
5.根据权利要求4所述的一种航空零部件的焊接工装,其特征在于:所述定位块组件包括定位块ⅲ,定位块ⅲ的直角处加工有镶块安装位,在镶块安装位通过螺钉安装有带孔镶块,定位块ⅲ相互垂直的两个面靠近锐角处螺接有螺柱,螺柱上安装有压板,压板顶部螺柱上螺接有锁紧螺母,定位块ⅲ相互垂直的两个面上安装有待焊接零件,且待焊接零件两端通过压板压紧。
6.根据权利要求4所述的一种航空零部件的焊接工装,其特征在于:所述定位块ⅲ上开设有与中空转轴及带孔镶块连通的气体通道。
技术总结
一种航空零部件的焊接工装,属于航空零部件焊接用工装技术领域,包括底座,底座上表面一端通过螺栓连接有支座,支座中上部转动安装有转轴,转轴一端设置有螺母,螺母与支座之间的转轴上套装有弹簧,另一端与U型座一端固定连接,靠近支座一端的U型座上通过销子及螺栓安装有定位块Ⅰ,推拉式夹钳的套筒穿过U型座的通孔,在U型座内侧的推拉式夹钳的套筒上螺接有螺母,推拉式夹钳的推杆末端通过螺钉安装有定位块Ⅱ,定位块Ⅰ与定位块Ⅱ之间设置有待焊转接管零件,待焊转接管零件外侧定位块Ⅰ和定位块Ⅱ之间塞设有塞块,塞块上连接有快速接头。本技术设计了具有全新结构的工装夹具,能够防止每次零件因焊接产生变形,使零件的加工方便易行。
技术研发人员:鲁滨
受保护的技术使用者:维拉技术(北京)有限公司
技术研发日:20230314
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!