一种数控机床用复合刀具的制作方法
本申请涉及数控设备用刀,尤其是指一种数控机床用复合刀具。
背景技术:
1、目前,在加工一些手机摄像头模组时,由于该摄像头模组的横截面为多段式过渡,如图1,第一直线段1、第二直线段2和第三直线段3为某一手机摄像头工件4的横截面切削需求,传统办法是需要通过精密数控机床通过切换多把刀具来实现多个过渡段的加工,然而,切换刀具时非常影响加工效率,从而降低了生产效率。
技术实现思路
1、本申请的目的在于克服现有技术的不足,提供一种数控机床用复合刀具,具有多段切削刃,能够满足工件多段式过渡横截面的加工需求,从而极大地提高了加工生产效率。
2、为了解决上述技术问题,本申请采用如下技术方案:
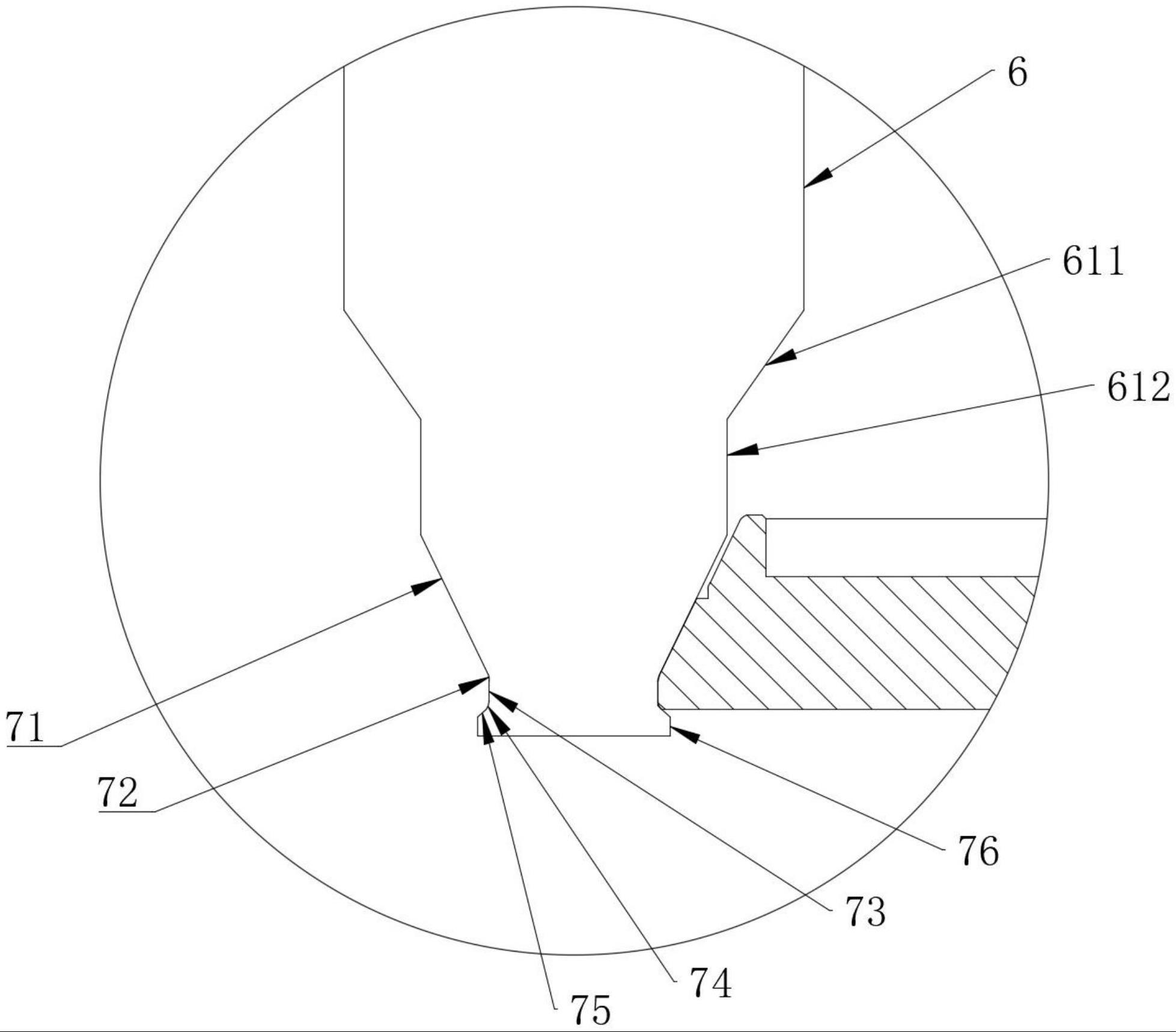
3、一种数控机床用复合刀具,包括刀具本体,所述刀具本体包括安装部和切削部,所述安装部包括连接切削部的引出段,所述切削部沿刀具本体的纵截面长度方向依次一体成型有关于中轴线镜像对称的第一切削刃、第一过渡段、第二切削刃、第二过渡段和第三切削刃。
4、进一步地,所述引出段包括首尾连接的倾斜分段和垂直分段。
5、进一步地,所述第一切削刃为自上而下向内倾斜设置,且第一切削刃的弧度范围为50.6°-52.6°。
6、进一步地,所述第一过渡段为的圆弧过渡,所述圆弧的半径范围为0.19-0.21mm。
7、进一步地,所述第二切削刃为平行于中轴线设置,且第二切削刃的长度为范围为0.255-0.265mm。
8、进一步地,所述第二过渡段为的圆弧过渡,所述圆弧的半径范围为0.14-0.16mm。
9、进一步地,所述第三切削刃为自上而下向外倾斜设置,且第三切削刃的弧度范围为89°-91°。
10、进一步地,所述第三切削刃还连接有切削刃端部,所述切削刃端部为长方形。
11、进一步地,所述切削刃端部的长度为2.79-2.81mm。
12、进一步地,所述切削刃端部的宽度为0.245-0.255mm。
13、本申请的有益效果:加工工件时,只需将该复合刀具安装好,之后通过数控机床的主轴调整复合刀具与工件的作用部位,即可实现第一切削刃对第一直线段的加工,第二切削刃对第二直线段的加工以及第三切削刃对第三直线段的加工,多段切削刃,能够满足工件多段式过渡横截面的加工需求,无需换刀,即可实现一次性加工成型,极大的缩减了加工时间,提高了加工生产效率。
技术特征:
1.一种数控机床用复合刀具,其特征在于:包括刀具本体,所述刀具本体包括安装部和切削部,所述安装部包括连接切削部的引出段,所述切削部沿刀具本体的纵截面长度方向依次一体成型有关于中轴线镜像对称的第一切削刃、第一过渡段、第二切削刃、第二过渡段和第三切削刃。
2.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述引出段包括首尾连接的倾斜分段和垂直分段。
3.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述第一切削刃为自上而下向内倾斜设置,且第一切削刃的弧度范围为50.6°-52.6°。
4.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述第一过渡段为的圆弧过渡,所述圆弧的半径范围为0.19-0.21mm。
5.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述第二切削刃为平行于中轴线设置,且第二切削刃的长度为范围为0.255-0.265mm。
6.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述第二过渡段为的圆弧过渡,所述圆弧的半径范围为0.14-0.16mm。
7.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述第三切削刃为自上而下向外倾斜设置,且第三切削刃的弧度范围为89°-91°。
8.根据权利要求1所述的一种数控机床用复合刀具,其特征是:所述第三切削刃还连接有切削刃端部,所述切削刃端部为长方形。
9.根据权利要求8所述的一种数控机床用复合刀具,其特征是:所述切削刃端部的长度为2.79-2.81mm。
10.根据权利要求8所述的一种数控机床用复合刀具,其特征是:所述切削刃端部的宽度为0.245-0.255mm。
技术总结
本申请涉及数控设备用刀技术领域,尤其是指一种数控机床用复合刀具,包括刀具本体,所述刀具本体包括安装部和切削部,所述安装部包括连接切削部的引出段,所述切削部沿刀具本体的纵截面长度方向依次一体成型有关于中轴线镜像对称的第一切削刃、第一过渡段、第二切削刃、第二过渡段和第三切削刃。加工工件时,只需将该复合刀具安装好,之后通过数控机床的主轴调整复合刀具与工件的作用部位,即可实现第一切削刃对第一直线段的加工,第二切削刃对第二直线段的加工以及第三切削刃对第三直线段的加工,多段切削刃,能够满足工件多段式过渡横截面的加工需求,无需换刀,即可实现一次性加工成型,极大的缩减了加工时间,提高了加工生产效率。
技术研发人员:江波,陈国勇,孙军,魏敦容,李飞
受保护的技术使用者:广东智目科技有限公司
技术研发日:20230314
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!