一种气体报警器组装系统的制作方法
本技术属于报警器自动化组装,具体涉及一种气体报警器组装系统。
背景技术:
1、传统的报警器包含有底盖、壳体和内部的电子件,当底盖、壳体和电子件一般都是通过螺钉来连接的,因此人工在装配的时候需要手动将螺钉放置在按照孔内,然后手动拧紧螺钉,因此装配效率低,而且人工成本高。
2、申请号为201821134934 .4的中国实用新型公开了一种用于报警器壳体和报警器线路板的组装设备,包括机械臂和螺丝拧紧机构,所述螺丝拧紧机构包含有螺钉放置机构、螺丝刀和控制螺丝刀旋转的驱动机构,所述机械臂用于控制驱动机构前后左右上下移动,两个螺钉限位块分别设置在孔座的左右两侧,所述螺钉限位块的顶部与孔座铰接,底部设置有弧形缺口,两个弧形缺口相互接触后形成一个容纳沉头螺钉的倒圆锥孔,所述倒圆锥孔与螺丝刀孔的底部连通。该专利用于报警器壳体和报警器线路板的组装设备,装配效率高,又节省了人工成本。
技术实现思路
1、本实用新型要解决的技术问题是:如何降低组装气体报警器的人工成本,同时提高效率,为解决上述问题,提供一种气体报警器组装系统。
2、为了解决上述技术问题,本实用新型的技术方案是以下述方式实现的:
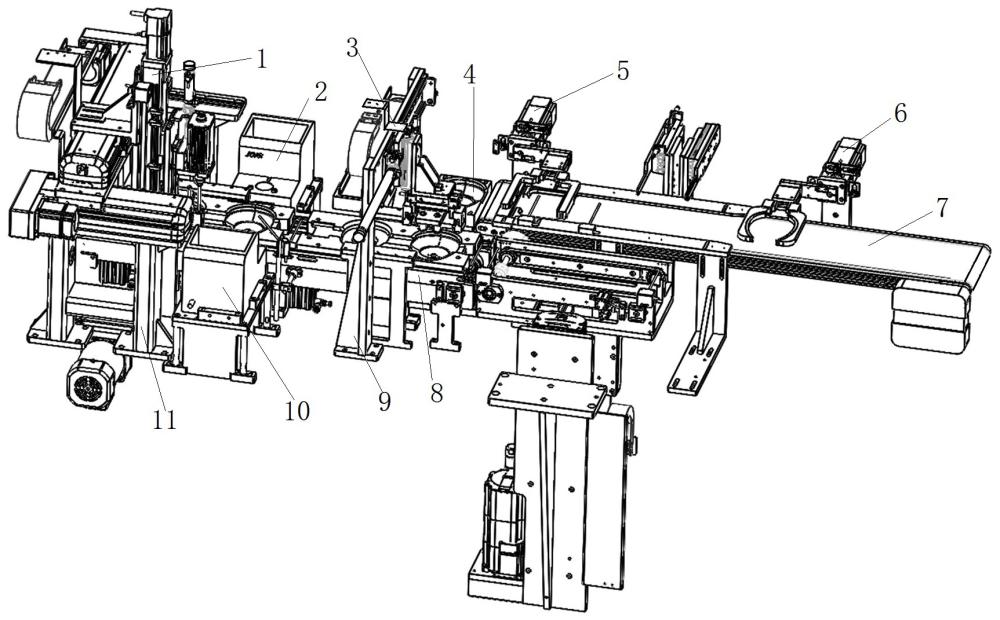
3、一种气体报警器组装系统,包括输送装置、夹持移动装置以及拧螺丝装置,所述输送装置固定连接在工作架上,输送装置包括输送装置a与输送装置b,输送装置a与输送装置b呈平行分布,所述输送装置a的一侧设置翻转装置,输送装置a的末端设置置物工位,输送装置b的起始端设置夹持移动装置,输送装置b的末端设置拧螺丝装置;
4、所述夹持移动装置包括支架a,支架a设置在输送装置b的起始端两侧,支架a上固定连接十字滑台模组,十字滑台模组的作业轴上设置连接件,连接件下端设置夹持气缸a;
5、所述拧螺丝装置包括支架b与螺丝布料装置,支架b设置在输送装置b的两侧,支架b上固定连接四轴龙门架模组,四轴龙门架模组的作业轴上设置电批头与视觉传感器a,电批头能够在作业轴上上下移动,螺丝布料装置设置在输送装置b的一侧。
6、所述翻转装置包括翻转装置a与翻转装置b,翻转装置b设置在输送装置a的末端一侧,翻转装置a设置在输送装置a的中部,翻转装置a的上方架设视觉传感器b。
7、所述翻转装置包括伺服电机与夹持气缸b,伺服电机的旋转轴固定连接支板的一端,支板的另一端固定连接夹持气缸b。
8、所述螺丝布料装置包括螺丝布料装置a与螺丝布料装置b,螺丝布料装置a与螺丝布料装置b分别设置在输送装置b的两侧。
9、所述输送板上设置凹槽a与凹槽b。
10、相对于现有技术,本实用新型具有以下益处:本实用新型通过设置翻转装置、置物工位以及拧螺丝装置,实现了拧紧螺丝,能够降低人工成本,提高效率。
技术特征:
1.一种气体报警器组装系统,包括输送装置、夹持移动装置以及拧螺丝装置,其特征在于,所述输送装置固定连接在工作架上,输送装置包括输送装置a(7)与输送装置b(8),输送装置a(7)与输送装置b(8)呈平行分布,所述输送装置a(7)的一侧设置翻转装置,输送装置a(7)的末端设置置物工位(4),输送装置b(8)的起始端设置夹持移动装置,输送装置b(8)的末端设置拧螺丝装置;
2.根据权利要求1所述的一种气体报警器组装系统,其特征在于,所述翻转装置包括翻转装置a(6)与翻转装置b(5),翻转装置b(5)设置在输送装置a(7)的末端一侧,翻转装置a(6)设置在输送装置a(7)的中部,翻转装置a(6)的上方架设视觉传感器b。
3.根据权利要求1所述的一种气体报警器组装系统,其特征在于,所述翻转装置包括伺服电机(12)与夹持气缸b(14),伺服电机(12)的旋转轴固定连接支板(13)的一端,支板(13)的另一端固定连接夹持气缸b(14)。
4.根据权利要求1所述的一种气体报警器组装系统,其特征在于,所述螺丝布料装置包括螺丝布料装置a(2)与螺丝布料装置b(10),螺丝布料装置a(2)与螺丝布料装置b(10)分别设置在输送装置b(8)的两侧。
5.根据权利要求1所述的一种气体报警器组装系统,其特征在于,所述输送装置b8包括输送带以及设置在输送带上的输送板,所述输送板上设置凹槽a(19)与凹槽b(20)。
技术总结
本技术公开了一种气体报警器组装系统,包括输送装置、夹持移动装置以及拧螺丝装置,所述输送装置固定连接在工作架上,输送装置包括输送装置a与输送装置b,输送装置a与输送装置b呈平行分布,所述输送装置a的一侧设置翻转装置,输送装置a的末端设置置物工位,输送装置b的起始端设置夹持移动装置,输送装置b的末端设置拧螺丝装置。本技术通过设置翻转装置、置物工位以及拧螺丝装置,实现了拧紧螺丝,能够降低人工成本,提高效率。
技术研发人员:李俊伟,王玉浩,李贺,冯延杰
受保护的技术使用者:中晟华越(郑州)智能科技有限公司
技术研发日:20230323
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!