一种管件冲压机构的制作方法
本技术涉及机械,具体涉及一种管件冲压机构。
背景技术:
1、升降柱是升降桌实现升降功能的核心部件,升降柱的外壳一般是管状结构,在加工升降柱的过程中,需要对升降柱的外壳进行冲压,以完成升降柱的组装工作;现有冲压设备一般通过一个冲头进行冲压,当需要对管件的多角度进行冲压加工时,需要转动或移动管件利用冲头冲压,效率低下,或者利用多个驱动器各自带动冲头对管件进行多角度冲压,多个驱动器控制程序繁琐且同步性不好保证,容易出错。
2、如中国专利授权公告号cn210816894u、名称为“一种钢结构生产加工用冲压设备”的专利中,包括底板,所述底板上设置有龙门架,所述龙门架上通过轴承转动安装有滚珠丝杆,所述底板上设置有带动滚珠丝杆转动的传动机构,所述滚珠丝杆上螺纹连接有螺纹座,所述螺纹座的下方安装有压力机,所述压力机的伸缩端固定连接有套管,所述套管内竖直插设有冲压头,所述冲压头与套管之间设置有缓冲机构,所述龙门架上设置有工作台,且工作台位于冲压头的下方。缺点是冲压设备通过一个冲头进行冲压,当需要对管件的多角度进行冲压加工时,需要转动或移动管件利用冲头冲压,效率低下。
技术实现思路
1、针对现有冲压设备只能利用多个驱动器对管件多角度进行冲压加工的问题,本实用新型的目的在于提供一种管件冲压机构,能够利用一驱动件同时对管件的多角度进行冲压加工。
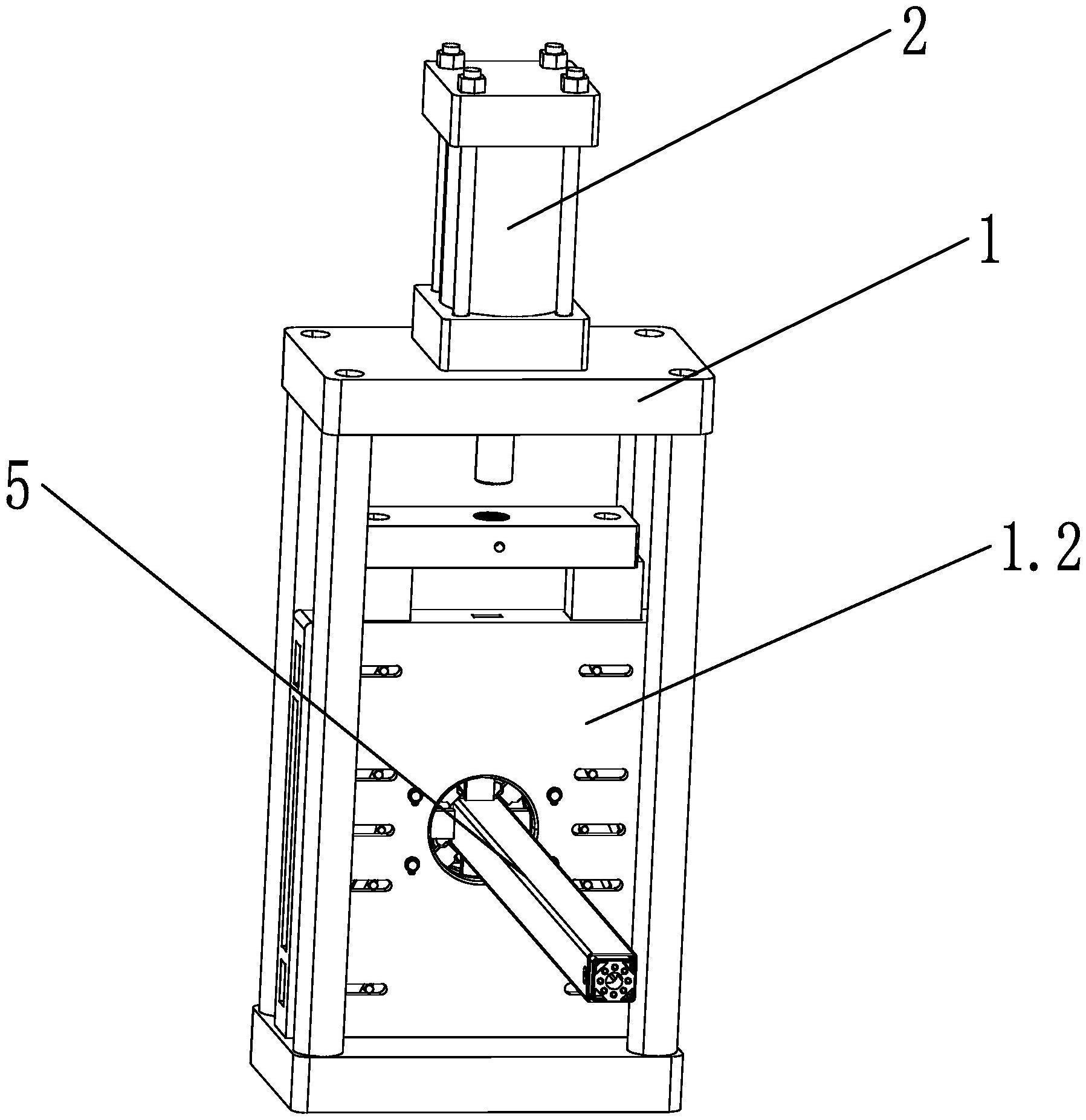
2、为实现上述目的,本实用新型提供了如下技术方案:一种管件冲压机构,包括固定架、安装于固定架的驱动件和用于冲压管件外壁的冲压组件,还包括与驱动件的输出端连接的导向件,所述冲压组件包括至少两个沿管件的周向设置的冲压件,至少两个冲压件与同一个导向件传动连接,以通过导向件带动冲压件对管件进行至少两个方向上的冲压。
3、本技术方案中,当需要对已经固定好的管件进行冲压时,利用安装在固定架上的驱动件,带动连接在驱动件输出端的导向件向下移动,利用至少两个冲压件与同一个导向件之间的传动连接(若设置在两侧但同步运动的两个导向件,也可以看成同一个导向件),使得同一导向件带动至少两个冲压件对管件的外壁进行至少两个方向上的冲压,本方案利用传动连接的冲压件与导向件,通过同一驱动件同时对管件的多角度进行冲压加工。
4、本实用新型还进一步设置为:所述冲压组件还包括与固定架滑动连接的滑动件,所述冲压件设置在滑动件上,以在导向件向下滑动时,带动滑动件滑动并通过滑动件带动多个冲压件中的至少一个斜向上滑动。
5、上述技术方案中,冲压件与导向件之间设有滑动件,滑动件上的第一滑轴与导向件上的第一滑槽适配并能相对第一滑槽滑动,在对管件冲压的过程中,导向件沿竖直向下方向运动,至少一个冲压件沿斜向上方向运动,且第一滑槽为斜着布置的长槽,第一滑槽的长度方向与导向件的滑动方向存在夹角,进一步的,为了保证冲压件能够向内对管件的外壁进行冲压,第一滑轴相对第一滑槽的运动方向与导向件的滑动方向之间的夹角为锐角。
6、本实用新型还进一步设置为:所述滑动件上对应设置有两个冲压件,其中一个斜向上滑动,另一个斜向下滑动。
7、上述技术方案中,同一个滑动件同时带动两个冲压件分别从斜向上方向和斜向下方向进行冲压。
8、本实用新型还进一步设置为:所述导向件上设有第一滑槽,所述滑动件上设有与第一滑槽适配且能够在第一滑槽内滑动的第一滑轴,所述第一滑轴与滑动件固定连接,以通过导向件的滑动带动滑动件滑动。
9、上述技术方案中,冲压件与导向件之间设有滑动件,滑动件上的第一滑轴与导向件上的第一滑槽适配并能相对第一滑槽滑动,在对管件冲压的过程中,导向件正向移动,且第一滑槽为斜着布置的长槽,第一滑槽的长度方向与导向件的滑动方向存在夹角,进一步的,为了保证冲压件能够向内对管件的外壁进行冲压,第一滑轴相对第一滑槽的运动方向与导向件的滑动方向之间的夹角为锐角。
10、本实用新型还进一步设置为:同一个滑动件上的两个冲压件对称设置。
11、上述技术方案中,两个冲压件沿管件的周向布置,使得同一导向件带动至少两个冲压件对管件的外壁进行至少两个方向上的冲压,从而通过同一驱动件同时对管件的多角度进行冲压加工。
12、本实用新型还进一步设置为:所述滑动件数量为两个,两个所述滑动件对称设置。
13、上述技术方案中,滑动件数量为两个,同一个滑动件上有两个冲压件,四个冲压件沿管件的周向均布,从而各个冲压件之间为90度的夹角,管件为方管,恰好对方管的四个角同时进行冲压。
14、本实用新型还进一步设置为:还包括与固定架滑动连接的夹持件,所述夹持件与导向件传动连接,所述夹持件包括第一夹持件和第二夹持件,所述第一夹持件的数量为两个,两个第一夹持件对称设置在管件的左右两侧,所述第二夹持件的数量为两个,两个第二夹持件对称设置在管件的上下两侧,所述第一夹持件与所述第二夹持件间隔设置且沿管件的周向均布。
15、上述技术方案中,与固定架滑动连接的夹持件和端部固定件用于对管件冲压前的夹紧固定,四个夹持件沿管件的周向均布,从而各个夹持件之间为90度的夹角,管件为方管,恰好对方管的四个侧面外壁同时进行夹紧,通过同一个驱动件带动导向件滑动,又通过同一个导向件同时带动冲压件和夹持件移动,仅仅使用一个驱动件就实现冲压机构的夹紧动作和冲压动作,相对于通过两个驱动件分别实现冲压动作和夹紧动作的方案,本方案可以减少驱动件数量,降低成本,且通过导向件传动连接冲压件和夹持件,可以保证两者动作的时序始终稳定,不会出现由于控制系统出错导致夹紧动作和冲压动作出现时序混乱的情况。
16、本实用新型还进一步设置为:所述导向件上设有第二滑槽,所述第一夹持件上设有与第二滑槽适配且能够在第二滑槽内滑动的第二滑轴,所述第二滑槽包括第二定位长槽和第二驱动长槽,所述第二定位长槽的长度方向与导向件的滑动方向平行,以在第二滑轴处于第二定位长槽时,第一夹持件保持不动;所述第二驱动长槽的长度方向与导向件的滑动方向之间的夹角为锐角,以在第二滑轴处于第二驱动长槽时,通过导向件的滑动带动第一夹持件靠近并夹紧管件或远离管件。
17、上述技术方案中,第一夹持件设置在管件的左右两侧,在对夹紧后的管件进行冲压的过程中,导向件正向移动,第二滑轴先处于第二定位长槽的下部,并沿着第二定位长槽向上滑动,此时导向件的滑动不会带动第一夹持件移动,而是使得第一夹持件保持夹紧管件的位置不动,导向件继续滑动可以带动冲压件对管件进行冲压;冲压完成后退出的过程中,导向件反向移动,第二滑轴从第二定位长槽的上部相对向下滑动,此时导向件的滑动不会带动第一夹持件移动,而是使得第一夹持件保持夹紧管件的位置不动,此时导向件滑动带动冲压件远离管件,使冲压件退出冲压位置,当第二滑轴进入与第二定位长槽下方相通的第二驱动长槽后,导向件的滑动可以带动第一夹持件远离管件,方便管件取出。
18、本实用新型还进一步设置为:所述导向件上设有第三滑槽,所述第二夹持件上设有与第三滑槽适配且能够在第三滑槽内滑动的第三滑轴,所述第三滑槽包括第三定位长槽和第三驱动长槽,所述第三定位长槽的长度方向与滑动件的滑动方向平行,以在第三滑轴处于第三定位长槽时,第二夹持件保持不动;所述第三驱动长槽的长度方向与滑动件的滑动方向之间的夹角为锐角,以在第三滑轴处于第三驱动长槽时,通过导向件的滑动带动第二夹持件靠近并夹紧管件或远离管件。
19、上述技术方案中,第二夹持件设置在管件的上下两侧,在对夹紧后的管件进行冲压的过程中,导向件正向移动,第三滑轴先处于第二定位长槽的左部,并沿着第二定位长槽相对向右滑动,此时导向件的滑动不会带动第二夹持件移动,而是使得第二夹持件保持夹紧管件的位置不动,导向件继续滑动可以带动冲压件对管件进行冲压;冲压完成后退出的过程中,导向件反向移动,第三滑轴从第三定位长槽的右部向左滑动,此时导向件的滑动不会带动第二夹持件移动,而是使得第二夹持件保持夹紧管件的位置不动,此时导向件滑动带动冲压件远离管件,使冲压件退出冲压位置,当第三滑轴进入与第三定位长槽下方相通的第三驱动长槽后,导向件的滑动可以带动第二夹持件远离管件,方便管件取出。
20、本实用新型还进一步设置为:所述滑动件和第一夹持件的滑动方向与导向件的滑动方向垂直,所述第二夹持件的滑动方向与导向件的滑动方向相同或相反。如此,通过导向件传动连接冲压件、第一夹持件和第二夹持件,可以保证冲压件、第一夹持件和第二夹持件动作的时序始终稳定,不会出现由于控制系统出错导致夹紧动作和冲压动作出现时序混乱的情况。
21、本实用新型还进一步设置为:所述固定架包括用于对冲压件和夹持件限位的中心支架,以及用于对导向件和滑动件限位的固定板;所述固定板上设有用于对滑轴限位的横槽,所述固定板的中心设有用于穿过管件的第一通孔,所述固定板的侧面设有用于避让导向件的第二通孔和用于避让滑动件的第三通孔。
22、上述技术方案中,利用中心支架的独特结构,对夹持件进行上下左右方向的限位,便于夹持件夹紧固定管件,对冲压件进行斜着运动的限位,便于冲压件对管件的四角进行冲压;利用固定板对导向件和滑动件进行限位,使得导向件只能在纵向移动,使得滑动件只能在横向移动;利用固定板上的横槽对第一滑轴、第二滑轴、第三滑轴进行限位,使得第一滑轴、第二滑轴、第三滑轴只能在横向移动;利用固定板的中部的第一通孔穿过管件并通过端部固定件将管件的一端固定,利用固定板上的第二通孔避让导向件使得导向件能够纵向移动,利用固定板上的第三通孔避让滑动件使得滑动件能够横向移动。
23、本实用新型的优点是:(1)能够利用一驱动件同时对管件的多角度进行冲压加工;(2)第一滑轴相对第一滑槽的运动方向与导向件的滑动方向之间的夹角为锐角,从而保证冲压件能够向内对管件的外壁进行冲压;(3)仅仅使用一个驱动件就实现冲压机构的夹紧动作和冲压动作,可以减少驱动件数量,降低成本,且通过导向件传动连接冲压件和夹持件,可以保证两者动作的时序始终稳定,不会出现由于控制系统出错导致夹紧动作和冲压动作出现时序混乱的情况。
- 还没有人留言评论。精彩留言会获得点赞!