一种柔性折弯中心多料厚自动调节机构的制作方法
本申请涉及折弯中心,具体为一种柔性折弯中心多料厚自动调节机构。
背景技术:
1、目前市面上的翻板式数控折弯机,均采用传统方式,手动调节折弯刀挠度,手动调整翻折间隙,这用方式费时费力,且效率较低,折弯r角过大,长板折弯直线度差且不能很好地包容多种厚度板材的折弯作业等问题。因此,本申请提出一种柔性折弯中心多料厚自动调节机构来解决此类问题。
技术实现思路
1、本申请要解决的技术问题是克服现有的缺陷,提供一种柔性折弯中心多料厚自动调节机构,可以有效解决背景技术中的问题。
2、为实现上述目的,本申请提供如下技术方案:一种柔性折弯中心多料厚自动调节机构,包括机架,还包括调节驱动组件,所述机架两侧与安装板滑动连接,安装板的一侧分别与调节驱动组件和翻折驱动组件相连,调节驱动组件固定在机架上,翻折驱动组件的动力输出端通过转接盘与翻折刀组件相连,翻折刀组件中部设置有挠度调节组件。
3、进一步的,所述调节驱动组件主要由支撑架、调节电机组成,所述支撑架固定在机架上,支撑架的一侧通过电机安装座与调节电机相连,支撑架的内侧固定有滚珠丝杆副,滚珠丝杆副的一端设置有第二同步轮,调节电机的动力输出端设置有第一同步轮,第一同步轮与第二同步轮之间通过同步带相连。
4、进一步的,所述滚珠丝杆副主要由丝杆、轴承座和丝杆螺母连接座组成,所述丝杆通过两个轴承座与支撑架相连,丝杆的外侧通过丝杆螺母连接座与安装板相连。
5、进一步的,所述支撑架主要由c型板和连接杆组成,c型板的数量为两个,两个c型板之间通过不少于两个连接杆相连。
6、进一步的,所述机架的两侧设置有容纳两个滑轨的槽,滑轨上设置有两个滑块,滑块通过螺栓固定在安装板上。
7、进一步的,所述翻折刀组件主要由安装架和翻折刀组成,安装架的两端通过转接盘与翻折驱动组件的动力输出端相连,安装架上设置有翻折刀。
8、进一步的,所述机架上对应翻折刀的位置设置有下折弯刀。
9、与现有技术相比:本申请采用同步调节驱动组件的设置,利用调节电机、第一同步轮、同步带和第二同步轮结合组成的驱动系统,并带动滚珠丝杠副进行旋转运动,再由滚珠丝杠副将旋转运动转变为水平直线运动,同时带动翻折驱动组件及翻折刀组件水平直线运动,以调整翻折刀刀刃与下折弯刀刀刃之间的间隙,达到自动调节料厚用以适应多种厚度板材的折弯需求,该调解方式可以在折弯过程中保持板材与翻折刀受力面充分贴合,能够更加精准的控制折弯r角的尺寸使之相比于传统折弯模式拥有更小的r角。
技术特征:
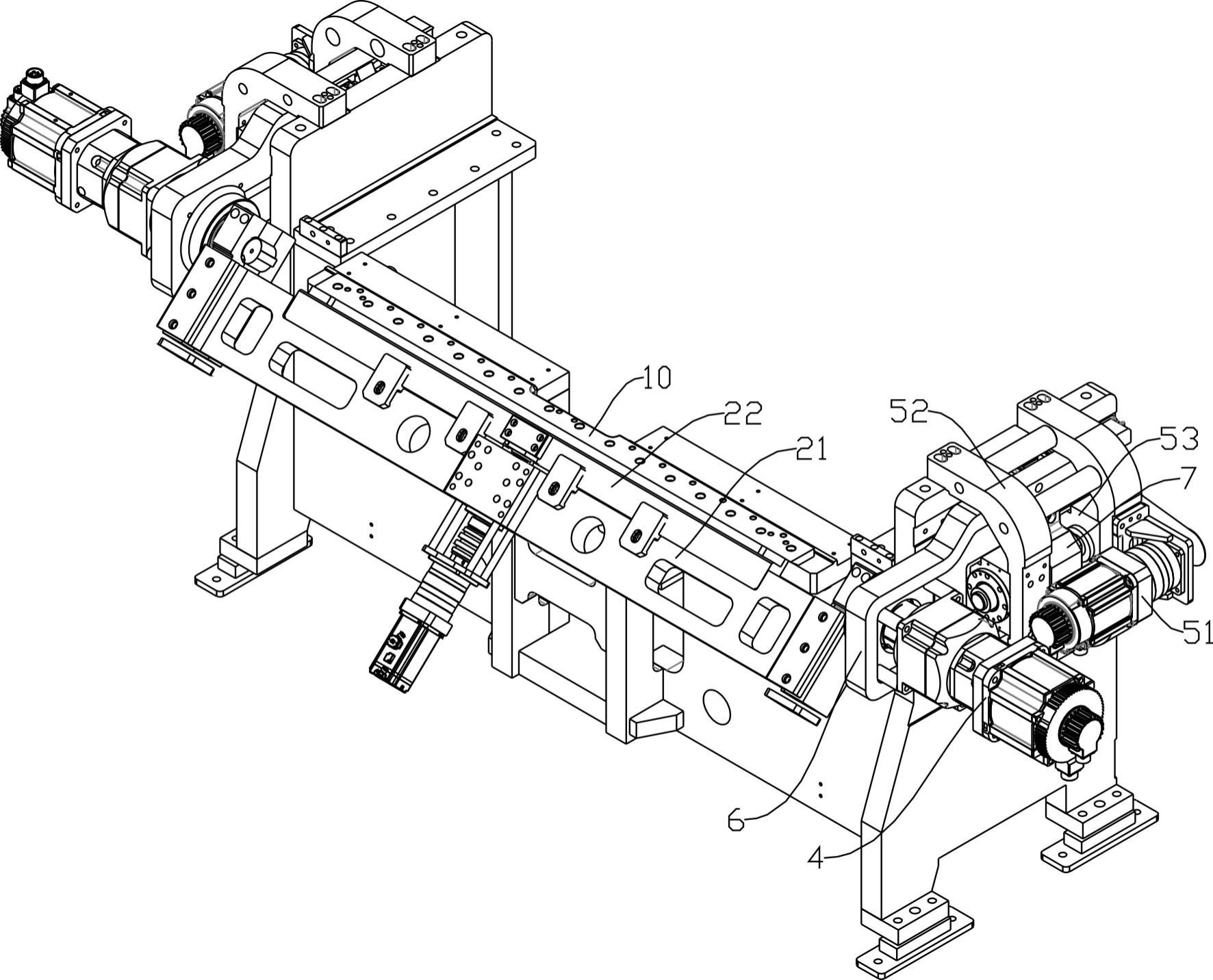
1.一种柔性折弯中心多料厚自动调节机构,包括机架(1),其特征在于:还包括调节驱动组件(5),所述机架(1)两侧与安装板(6)滑动连接,安装板(6)的一侧分别与调节驱动组件(5)和翻折驱动组件(4)相连,调节驱动组件(5)固定在机架(1)上,翻折驱动组件(4)的动力输出端通过转接盘(9)与翻折刀组件(2)相连,翻折刀组件(2)中部设置有挠度调节组件(3)。
2.根据权利要求1所述的一种柔性折弯中心多料厚自动调节机构,其特征在于:所述调节驱动组件(5)主要由支撑架(52)、调节电机(51)组成,所述支撑架(52)固定在机架(1)上,支撑架(52)的一侧通过电机安装座与调节电机(51)相连,支撑架(52)的内侧固定有滚珠丝杆副(53),滚珠丝杆副(53)的一端设置有第二同步轮(56),调节电机(51)的动力输出端设置有第一同步轮(54),第一同步轮(54)与第二同步轮(56)之间通过同步带(55)相连。
3.根据权利要求2所述的一种柔性折弯中心多料厚自动调节机构,其特征在于:所述滚珠丝杆副(53)主要由丝杆、轴承座和丝杆螺母连接座组成,所述丝杆通过两个轴承座与支撑架(52)相连,丝杆的外侧通过丝杆螺母连接座与安装板(6)相连。
4.根据权利要求2或3所述的一种柔性折弯中心多料厚自动调节机构,其特征在于:所述支撑架(52)主要由c型板和连接杆组成,c型板的数量为两个,两个c型板之间通过不少于两个连接杆相连。
5.根据权利要求1所述的一种柔性折弯中心多料厚自动调节机构,其特征在于:所述机架(1)的两侧设置有容纳两个滑轨(8)的槽,滑轨(8)上设置有两个滑块(7),滑块(7)通过螺栓固定在安装板(6)上。
6.根据权利要求1所述的一种柔性折弯中心多料厚自动调节机构,其特征在于:所述翻折刀组件(2)主要由安装架(21)和翻折刀(22)组成,安装架(21)的两端通过转接盘(9)与翻折驱动组件(4)的动力输出端相连,安装架(21)上设置有翻折刀(22)。
7.根据权利要求6所述的一种柔性折弯中心多料厚自动调节机构,其特征在于:所述机架(1)上对应翻折刀(22)的位置设置有下折弯刀(10)。
技术总结
本申请公开了一种柔性折弯中心多料厚自动调节机构,包括机架,还包括调节驱动组件;本申请采用同步调节驱动组件的设置,利用调节电机、第一同步轮、同步带和第二同步轮结合组成的驱动系统,并带动滚珠丝杠副进行旋转运动,再由滚珠丝杠副将旋转运动转变为水平直线运动,同时带动翻折驱动组件及翻折刀组件水平直线运动,以调整翻折刀刀刃与下折弯刀刀刃之间的间隙,达到自动调节料厚用以适应多种厚度板材的折弯需求,该调解方式可以在折弯过程中保持板材与翻折刀受力面充分贴合,能够更加精准的控制折弯R角的尺寸使之相比于传统折弯模式拥有更小的R角。
技术研发人员:赵世辉,林雨露,付明洋
受保护的技术使用者:郑州力锋自动化设备有限公司
技术研发日:20230328
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!