一种用于电机轴端孔加工的多工位工装夹具的制作方法
本技术涉及工装夹具,特别是一种用于电机轴端孔加工的多工位工装夹具。
背景技术:
1、在电机轴的端孔加工中,多采用立式或卧式钻床,利用卡爪盘式夹具对轴件的外圆面进行夹持固定,由于该类夹具缺少固定支撑基准,在装夹前需要人工持握辅助定位,再驱动多个卡爪靠近轴件外圆面进行夹持固定,为避免夹持过程夹具对轴件表面的损坏,需尽可能保持轴面与夹持面的相对平行,这导致在实际生产中,钻孔的用时相对较短,而轴件的装夹用时则相对较长,且常见夹具普遍一次仅对一个轴件进行夹紧固定,这影响了轴件端孔加工的整体效率。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本实用新型提供一种用于电机轴端孔加工的多工位工装夹具,通过单个压紧结构同时完成对多个定位支撑结构上定位安装轴件的夹紧固定,缩短了轴件装夹耗时相对占比,提高了轴件端孔加工的整体效率。
2、技术方案:为实现上述目的,本实用新型的一种用于电机轴端孔加工的多工位工装夹具,包括基准座,所述基准座上固设有若干定位支撑结构,所述定位支撑结构上均支撑限位有轴件,所述轴件上方升降设置有压紧组件,所述压紧组件压紧于多个所述轴件上侧,多个所述轴件的限位端一侧均对应设置有顶紧组件。
3、进一步地,所述压紧组件包括上压板,所述上压板转动设置于第一驱动装置伸缩端,所述第一驱动装置竖向设置于两所述定位支撑结构之间。
4、进一步地,所述定位支撑结构包括有两个支撑单元,两所述支撑单元分别对应于所述轴件两端的小径段底侧支撑设置,所述上压板对应于所述轴件中部的大径段上侧压紧设置。
5、进一步地,所述轴件待加工端一侧的台阶面与对应侧的所述支撑单元内侧限位面贴合设置。
6、进一步地,所述顶紧组件包括有高度定位块,所述高度定位块顶端固设有第二驱动装置,所述第二驱动装置的活动端正对于对应所述轴件的限位端伸缩设置,所述第二驱动装置的活动端固接有顶压块。
7、进一步地,所述支撑单元顶端凹槽内设置有一对限位块,两所述限位块对称设置于所述轴件两侧,所述轴件的小径段外圆面贴合于两所述限位块间相对且倾斜的限位面设置。
8、进一步地,位于所述压紧组件两侧的所述轴件平行、同向且端部对齐设置,所述基准座底部设置有滑块结构,所述滑块结构两侧设置有与导轨滑动配合的卡槽,所述导轨与所述轴件轴向同向设置。
9、有益效果:本实用新型的一种用于电机轴端孔加工的多工位工装夹具,由单个压紧结构对应多个定位支撑结构,能快速完成多个轴件的装夹工作,将多次装夹时间重叠压缩到一起,从而在完成一次装夹后可连续进行端孔加工,实现分批次的批量加工,减少人工参与时长占比,以提高轴件端孔加工的整体效率。
技术特征:
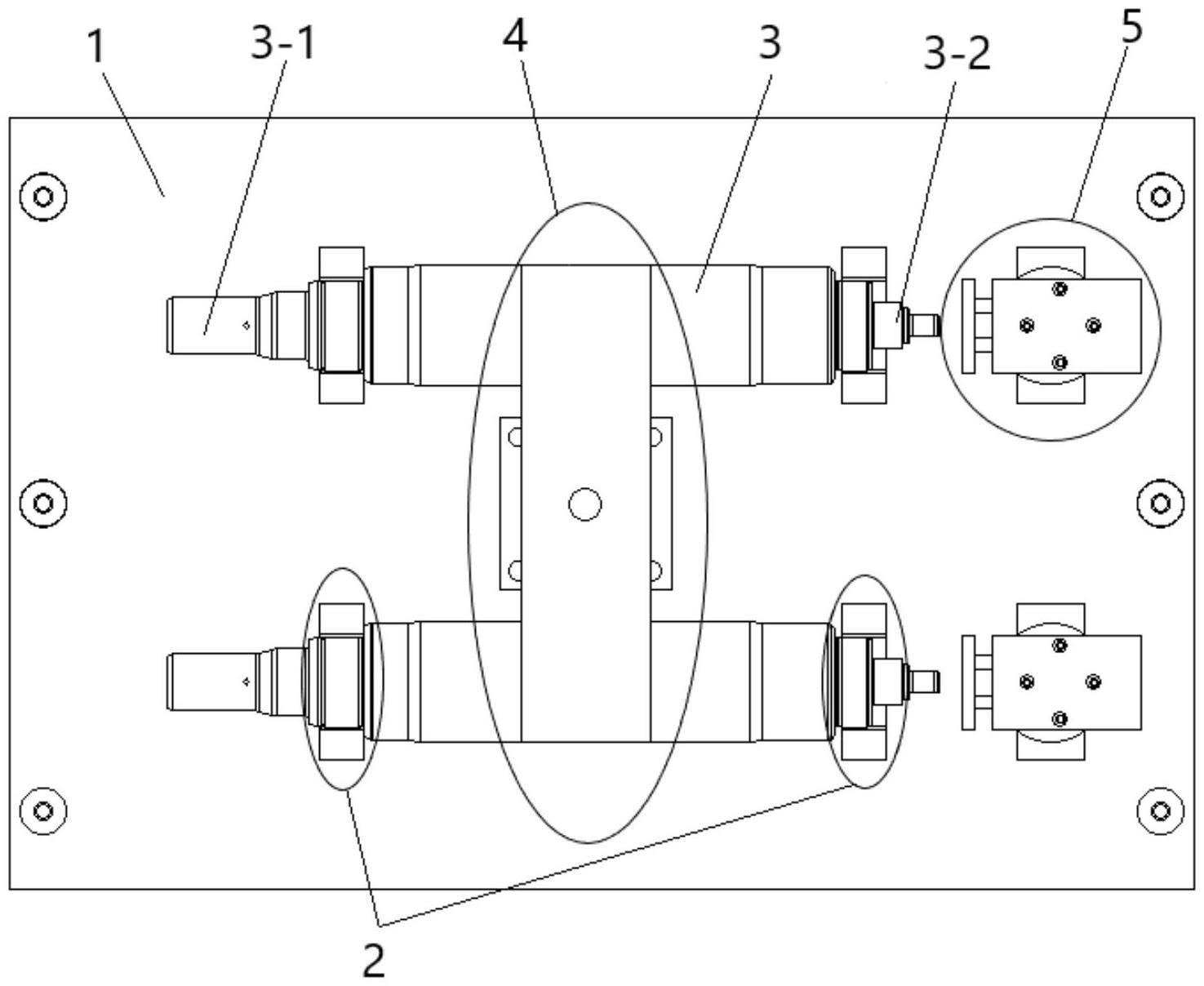
1.一种用于电机轴端孔加工的多工位工装夹具,其特征在于:包括基准座(1),所述基准座(1)上固设有若干定位支撑结构(2),所述定位支撑结构(2)上均支撑限位有轴件(3),所述轴件(3)上方升降设置有压紧组件(4),所述压紧组件(4)压紧于多个所述轴件(3)上侧,多个所述轴件(3)的限位端(3-2)一侧均对应设置有顶紧组件(5)。
2.根据权利要求1所述的一种用于电机轴端孔加工的多工位工装夹具,其特征在于:所述压紧组件(4)包括上压板(4-1),所述上压板(4-1)转动设置于第一驱动装置(4-2)伸缩端,所述第一驱动装置(4-2)竖向设置于两所述定位支撑结构(2)之间。
3.根据权利要求2所述的一种用于电机轴端孔加工的多工位工装夹具,其特征在于:所述定位支撑结构(2)包括有两个支撑单元(2-1),两所述支撑单元(2-1)分别对应于所述轴件(3)两端的小径段(3-3)底侧支撑设置,所述上压板(4-1)对应于所述轴件(3)中部的大径段(3-4)上侧压紧设置。
4.根据权利要求3所述的一种用于电机轴端孔加工的多工位工装夹具,其特征在于:所述轴件(3)待加工端(3-1)一侧的台阶面(3-5)与对应侧的所述支撑单元(2-1)内侧限位面(2-2)贴合设置。
5.根据权利要求4所述的一种用于电机轴端孔加工的多工位工装夹具,其特征在于:所述顶紧组件(5)包括有高度定位块(5-1),所述高度定位块(5-1)顶端固设有第二驱动装置(5-2),所述第二驱动装置(5-2)的活动端正对于对应所述轴件(3)的限位端(3-2)伸缩设置,所述第二驱动装置(5-2)的活动端固接有顶压块(5-3)。
6.根据权利要求5所述的一种用于电机轴端孔加工的多工位工装夹具,其特征在于:所述支撑单元(2-1)顶端凹槽内设置有一对限位块(2-3),两所述限位块(2-3)对称设置于所述轴件(3)两侧,所述轴件(3)的小径段(3-3)外圆面贴合于两所述限位块(2-3)间相对且倾斜的限位面设置。
7.根据权利要求6所述的一种用于电机轴端孔加工的多工位工装夹具,其特征在于:位于所述压紧组件(4)两侧的所述轴件(3)平行、同向且端部对齐设置,所述基准座(1)底部设置有滑块结构(1-1),所述滑块结构(1-1)两侧设置有与导轨滑动配合的卡槽(1-2),所述导轨与所述轴件(3)轴向同向设置。
技术总结
本技术公开了一种用于电机轴端孔加工的多工位工装夹具,包括基准座,所述基准座上固设有若干定位支撑结构,所述定位支撑结构上均支撑限位有轴件,所述轴件上方升降设置有压紧组件,所述压紧组件压紧于多个所述轴件上侧,多个所述轴件的限位端一侧均对应设置有顶紧组件。本技术通过单个压紧结构同时完成对多个定位支撑结构上定位安装轴件的夹紧固定,缩短了轴件装夹耗时相对占比,提高了轴件端孔加工的整体效率。
技术研发人员:徐建,柯均纲
受保护的技术使用者:亘越机械科技(无锡)有限公司
技术研发日:20230328
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!