一种气驱顶料的轻型背板成型模具的制作方法
本技术属于轻型背板成型加工模具,尤其涉及一种气驱顶料的轻型背板成型模具。
背景技术:
1、在轻型背板的成型加工过程中,现有的成型模具的顶料销为处于凹模型腔内的,随着合模成型加工的进行,顶料销被逐渐压入销孔内,由于轻型板材比较脆弱,比如显示器背板,在受成型力的下压过程中,其与顶料销的摩擦接触有对板面造成刮擦损伤的风险,影响成型加工良率,造成经济损失。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本实用新型提供一种气驱顶料的轻型背板成型模具,通过气驱顶料销在顶料时出孔至型腔执行顶料动作,以及在成型合模加工过程中隐藏于销孔内,避免轻型背板受成型力而与顶料销刮擦损伤。
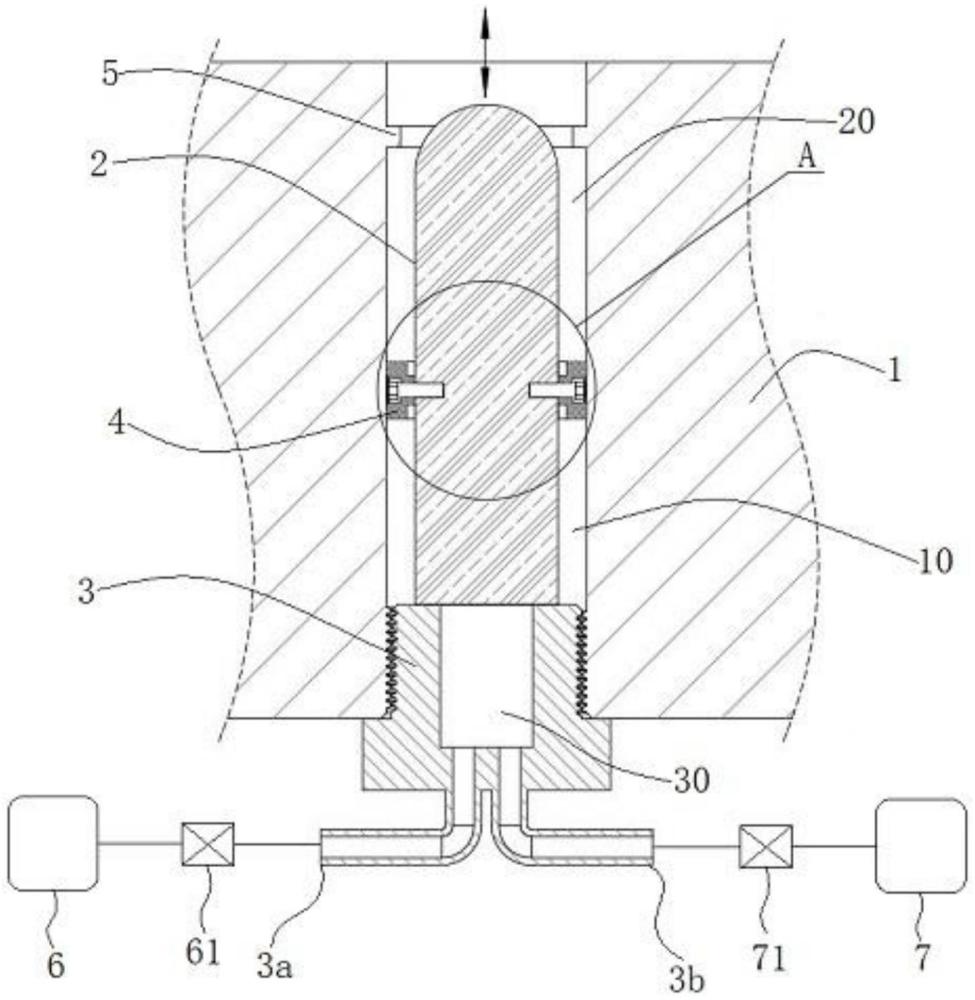
2、技术方案:为实现上述目的,本实用新型的一种气驱顶料的轻型背板成型模具,包括凹模和顶料销;所述凹模具有导通型腔的销孔,所述顶料销对应销孔活动适配包括隐藏于孔内的隐藏状态和伸入型腔的顶料状态;所述销孔具有压强可变的气驱腔,通过气驱腔的压强变化气驱所述顶料销在隐藏状态与顶料状态之间转换。
3、进一步地,所述顶料销上具有活塞环,所述顶料销通过活塞环与销孔滑移配合;所述销孔底部具有封塞,在封塞与活塞环之间限位所述销孔的孔腔部分构成所述气驱腔。
4、进一步地,所述封塞上具有加压口与泄压口;所述气驱腔通过加压口充气增压,气顶所述顶料销上移执行顶料动作;所述气驱腔通过泄压口吸气减压,气吸所述顶料销下移执行隐藏动作。
5、进一步地,所述销孔内具有顶料限位挡环,所述顶料限位挡环与活塞环阻挡设置,以限制所述顶料销的上移顶料行程。
6、进一步地,隐藏状态的所述顶料销通过所述封塞支撑。
7、进一步地,所述封塞具有空腔,所述加压口及泄压口通过空腔连通气驱腔,且所述加压口与泄压口保持一开一闭的单开状态。
8、进一步地,所述顶料销的顶料端为圆顶结构。
9、有益效果:本实用新型的一种气驱顶料的轻型背板成型模具,有益效果为:在成型合模的加工过程中,顶料销处于隐藏在销孔内的隐藏状态,当合模转为开模时,顶料销由隐藏状态转换为逐渐伸入型腔内的顶料状态,因此,通过气驱顶料销在顶料时出孔至型腔执行顶料动作,以及在成型合模加工过程中隐藏于销孔内,避免轻型背板受成型力而与顶料销刮擦损伤,保证成型加工零率,保障生产经济性。
技术特征:
1.一种气驱顶料的轻型背板成型模具,其特征在于:包括凹模(1)和顶料销(2);所述凹模(1)具有导通型腔的销孔(20),所述顶料销(2)对应销孔(20)活动适配包括隐藏于孔内的隐藏状态和伸入型腔的顶料状态;所述销孔(20)具有压强可变的气驱腔(10),通过气驱腔(10)的压强变化气驱所述顶料销(2)在隐藏状态与顶料状态之间转换;
2.根据权利要求1所述的一种气驱顶料的轻型背板成型模具,其特征在于:所述封塞(3)上具有加压口(3a)与泄压口(3b);所述气驱腔(10)通过加压口(3a)充气增压,气顶所述顶料销(2)上移执行顶料动作;所述气驱腔(10)通过泄压口(3b)吸气减压,气吸所述顶料销(2)下移执行隐藏动作。
3.根据权利要求2所述的一种气驱顶料的轻型背板成型模具,其特征在于:所述销孔(20)内具有顶料限位挡环(5),所述顶料限位挡环(5)与活塞环(4)阻挡设置,以限制所述顶料销(2)的上移顶料行程。
4.根据权利要求2所述的一种气驱顶料的轻型背板成型模具,其特征在于:隐藏状态的所述顶料销(2)通过所述封塞(3)支撑。
5.根据权利要求2所述的一种气驱顶料的轻型背板成型模具,其特征在于:所述封塞(3)具有空腔(30),所述加压口(3a)及泄压口(3b)通过空腔(30)连通气驱腔(10),且所述加压口(3a)与泄压口(3b)保持一开一闭的单开状态。
6.根据权利要求1~5任一项所述的一种气驱顶料的轻型背板成型模具,其特征在于:所述顶料销(2)的顶料端为圆顶结构。
技术总结
本技术公开了一种气驱顶料的轻型背板成型模具,包括凹模和顶料销;凹模具有导通型腔的销孔,顶料销对应销孔活动适配包括隐藏于孔内的隐藏状态和伸入型腔的顶料状态;销孔具有压强可变的气驱腔,通过气驱腔的压强变化气驱顶料销在隐藏状态与顶料状态之间转换。本技术提供的一种气驱顶料的轻型背板成型模具,通过气驱顶料销在顶料时出孔至型腔执行顶料动作,以及在成型合模加工过程中隐藏于销孔内,避免轻型背板受成型力而与顶料销刮擦损伤。
技术研发人员:张鑫,王强
受保护的技术使用者:江苏凡润电子有限公司
技术研发日:20230329
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!