一种立辊车削定位装置及车削机床的制作方法
本技术属于立辊修复,更具体地说,涉及一种立辊车削定位装置及车削机床。
背景技术:
1、现有的ur、uf立辊外圆表面的车削加工安排在立车上进行,在重h型钢的立辊车削工艺中,立辊的回转轴线是立辊、轴承、芯轴的轴线。但芯轴端盖盖住了这些基准面,只能校正立辊外圆,由于立辊外圆的轧制磨损和校正的积累误差,会产生基准不统一误差,无法保证立辊外圆与立辊轴线的同轴度,需要定期检验立辊偏移误差。
2、经检索,中国专利申请号为202122507702.7的申请案,公开了一种重h型钢立辊车削的防转压紧装置。该申请案包括主横截面呈圆鼓形的支撑板、分别固定于支撑板两弧形端面的两个弧形压板、支撑板的长度方向中轴线上的两个螺栓孔以及与两个螺栓孔配套使用的螺栓,所述弧形压板的弧度与立辊的芯轴上端盖的弧度一致。该申请案通过弧形压板与立辊辊身的端面产生摩擦力,克服刀具切削产生的切削力,完成立辊辊身的切削加工。但针对车削过程中,如何保证立辊外圆与立辊轴线同轴度的问题依然没有得到有效解决。
技术实现思路
1、1、要解决的问题
2、针对以上现有技术中存在的至少一些问题,本实用新型提出一种立辊车削定位装置及车削机床,其目的在于解决现有立辊车削过程中,无法保证立辊外圆与立辊轴线的同轴度,需要定期检验立辊偏移误差的问题。
3、2、技术方案
4、为了解决上述问题,本实用新型所采用的技术方案如下:
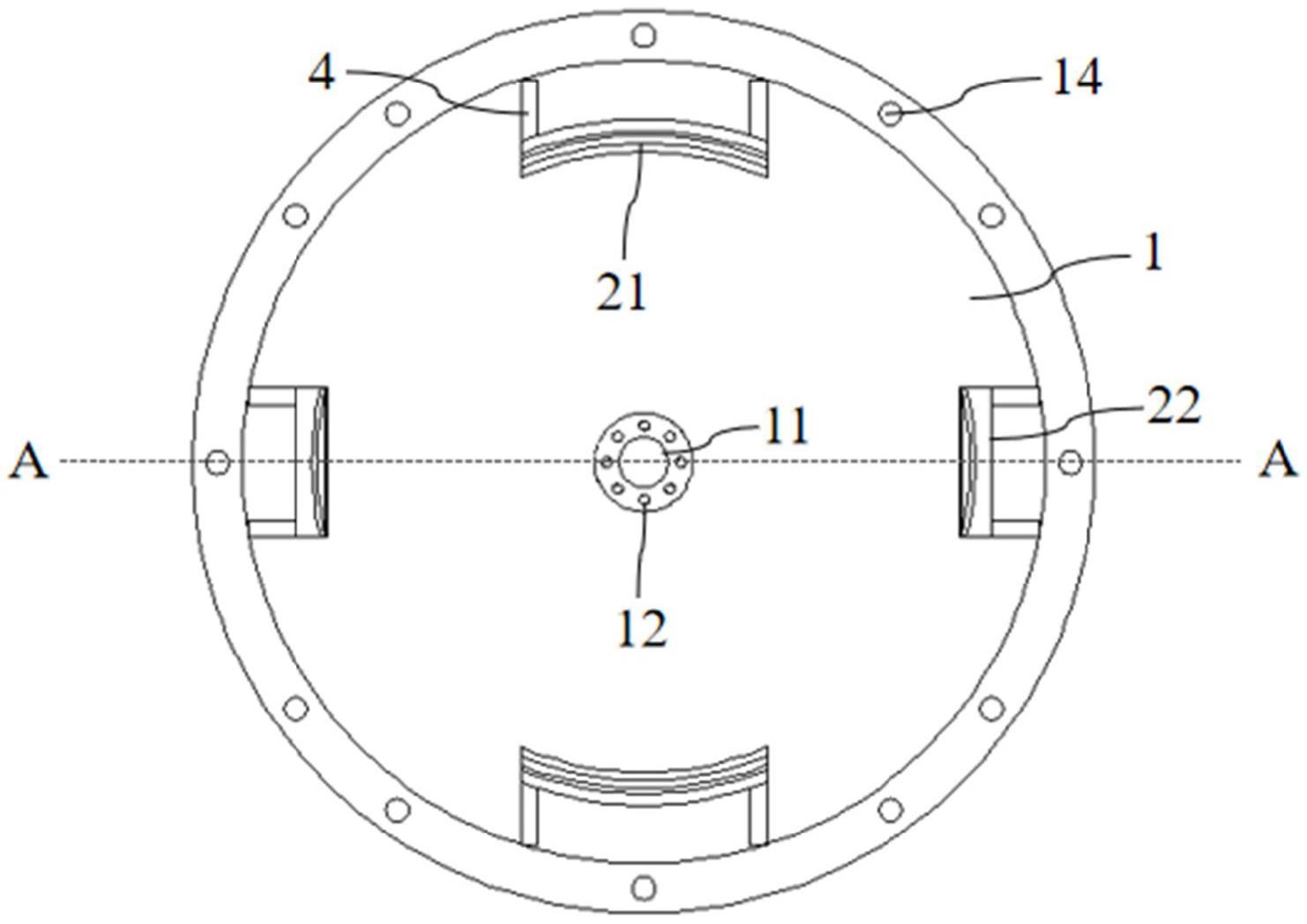
5、本实用新型的一种立辊车削定位装置,包括固定板,所述的固定板上设有第一定位件和第二定位件,所述的第一定位件、第二定位件均包括连接部和定位部,其中,所述的定位部凸出于连接部的顶部,且该定位部的位置及形状均与立辊端面上被划分出来的工艺槽相适配。
6、进一步地,所述的定位部包括定位段和直线段,其中,定位段远离固定板中心的一侧为倾斜面,且该倾斜面朝着固定板的中心方向倾斜。
7、进一步地,所述定位部的高度大于工艺槽的深度,且定位段的高度小于工艺槽的深度。
8、进一步地,所述固定板的中心处加工有定位孔,该定位孔为上小下大的台阶孔,且该定位孔的台阶面上加工有第一安装孔。
9、进一步地,所述的固定板上表面沿外边缘处开设有第一环形槽,且该第一环形槽上设有第二安装孔。
10、进一步地,所述固定板底部中心处开设有第二环形槽,且该第二环形槽的直径与第一环形槽的内径相同。
11、进一步地,所述的固定板设置于定位板上,且两者同心设置,所述定位板上设有第三安装孔。
12、进一步地,所述的定位板上开设有第一安装槽和第二安装槽,其中,所述的固定板位于该第一安装槽内,所述的第二安装槽为一开设在第一安装槽内的通槽,且两者同心设置;该第一安装槽与第二安装槽之间的台阶面上设有与第二安装孔相对应的第四安装孔。
13、进一步地,所述的固定板为圆形板,该圆形板的外圆直径与定位板上第一安装槽间隙配合;且该圆形板的底部四周加工有倒角;所述的第一定位件、第二定位件均连接有加强块。
14、本实用新型的一种车削机床,包括工作台以及上述的定位装置,该定位装置通过定位板安装于工作台上。
15、本实用新型还提供一种立辊车削定位装置进行定位的方法,包括以下步骤:
16、步骤一、定位板的安装
17、将定位板摆放在立车工作台上,同时保证第三安装孔与立车上的t型槽相对应,然后校正后通过螺栓将定位板固定在工作台;
18、步骤二、固定板的安装
19、将固定板吊运至定位板上的第一安装槽内,且保证第四安装孔与第二安装孔一一对应,然后用螺栓完成两者间的连接,此时,固定板上四个定位件的位置与立辊端面上漏出四个工艺槽部分一一对应;
20、步骤三、立辊的夹紧
21、将立辊上被划分出来的四个工艺槽分别置于对应的定位件上,利用桥式压紧装置完成立辊组与固定板之间的连接。
22、3、有益效果
23、相比于现有技术,本实用新型的有益效果为:
24、本实用新型的一种立辊车削定位装置,利用未被端盖覆盖的部分工艺槽作为立辊的定位基础,以固定板的圆心为基点设有4个定位件,该4个定位件的位置及形状均与被分割出来的工艺槽一一对应。相比于传统的利用立辊外圆作为车削基准,本实用新型的定位装置可有效保证立辊与定位装置之间的同轴度,从而提高车削的精准度,无需对立辊定期进行偏移误差检验。同时,通过定位板将该定位装置安装在立车工作台上,批量加工立辊时,只需更换待加工的立辊,无需再对立辊进行校正,从而进一步降低了劳动强度、提高了工作效率。
25、另外,本实用新型的一种立辊车削定位装置,利用定位板将工作台的旋转运动通过定位装置传递给立辊,相比于传统的采用两个螺栓压紧对立辊进行装夹的方式,可有效减少对轴承产生的轴向力,从而提高轴承的使用寿命。
技术特征:
1.一种立辊车削定位装置,包括固定板(1),其特征在于:所述的固定板(1)上设有第一定位件(21)和第二定位件(22),所述的第一定位件(21)、第二定位件(22)均包括连接部(23)和定位部(24),其中,所述的定位部(24)凸出于连接部(23)的顶部,且该定位部(24)为与立辊端面上被划分出来的工艺槽(51)形状相适配。
2.根据权利要求1所述的一种立辊车削定位装置,其特征在于:所述的定位部(24)包括定位段(241)和直线段(242),其中,定位段(241)远离固定板(1)中心的一侧为倾斜面,且该倾斜面朝着固定板(1)的中心方向倾斜。
3.根据权利要求2所述的一种立辊车削定位装置,其特征在于:所述定位部(24)的高度大于工艺槽(51)的深度,且定位段(241)的高度小于工艺槽(51)的深度。
4.根据权利要求1-3中任一项所述的一种立辊车削定位装置,其特征在于:所述固定板(1)的中心处加工有定位孔(11),该定位孔(11)为上小下大的台阶孔,且该定位孔(11)的台阶面上加工有第一安装孔(12)。
5.根据权利要求4所述的一种立辊车削定位装置,其特征在于:所述的固定板(1)上表面沿外边缘处开设有第一环形槽(13),且该第一环形槽(13)上设有第二安装孔(14)。
6.根据权利要求5所述的一种立辊车削定位装置,其特征在于:所述固定板(1)底部中心处开设有第二环形槽(15),且该第二环形槽(15)的直径与第一环形槽(13)的内径相同。
7.根据权利要求6所述的一种立辊车削定位装置,其特征在于:所述的固定板(1)设置于定位板(3)上,且两者同心设置,所述定位板(3)上设有第三安装孔(31)。
8.根据权利要求7所述的一种立辊车削定位装置,其特征在于:所述的定位板(3)上开设有同心的第一安装槽(32)和第二安装槽(33),其中,所述的固定板(1)位于该第一安装槽(32)内,该第一安装槽(32)上设有与第二安装孔(14)相对应的第四安装孔(34);所述的第二安装槽(33)为一开设在第一安装槽(32)内的通槽。
9.根据权利要求8所述的一种立辊车削定位装置,其特征在于:所述的固定板(1)为圆形板,该圆形板的外圆直径与定位板(3)上第一安装槽(32)间隙配合;且该圆形板的底部四周加工有倒角;所述的第一定位件(21)、第二定位件(22)均连接有加强块(4)。
10.一种车削机床,其包括工作台,其特征在于:还包括权利要求1-9中任一项所述的定位装置,该定位装置通过定位板(3)安装于工作台上。
技术总结
本技术公开了一种立辊车削定位装置及车削机床,属于立辊修复技术领域。本技术包括固定板、定位件以及定位板,所述的定位件设置在固定板上,固定板设置在定位板上,且固定板与定位板同心设置;所述的定位件设置有4个,其包括连接部和定位部,其中,所述的定位部凸出于连接部的顶部,且该定位部为与立辊端面上被划分出来的工艺槽形状相适配。本技术利用立辊端面上未被端盖遮挡的部分工艺槽定位立辊的定位基础,可有效保证立辊车削过程中的同轴度,提高车削的精确度。同时,通过定位板的设置,可以在更换不同规格立辊的固定板时,到达免校正的目的。
技术研发人员:谢叶华,徐宁,鲍捷,谢庆忠
受保护的技术使用者:安徽马钢重型机械制造有限公司
技术研发日:20230403
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!