车载点烟器加工成型装置的制作方法
本技术涉及车载点烟器加工,具体为车载点烟器加工成型装置。
背景技术:
1、车载点烟器是汽车上常见附件,驾驶员在开车的时候如果想吸烟,又不想停车点烟,只需要按压车载点烟器,车载点烟器电阻盘插入双金属片通电,电阻盘里面的电阻丝受热升温,当车载点烟器电阻丝达到点烟温度,双金属片受热自动张开后,电阻盘弹出双金属片,驾驶员就能使用车载点烟器点烟,极大地方便了司机点烟,又提高了行车的安全性。
2、超薄壁带浅锥面车载点烟器金属外壳符合阶梯形深圆筒件的特征,车载点烟器金属外壳一般采用模具成型装置进行加工,然而目前车载点烟器金属外壳在模具加工过程中,成型的模料容易与模具内壁发生粘连,从而容易造成出料困难的问题,影响加工效率。
技术实现思路
1、针对现有技术的不足,本实用新型提供了车载点烟器加工成型装置。
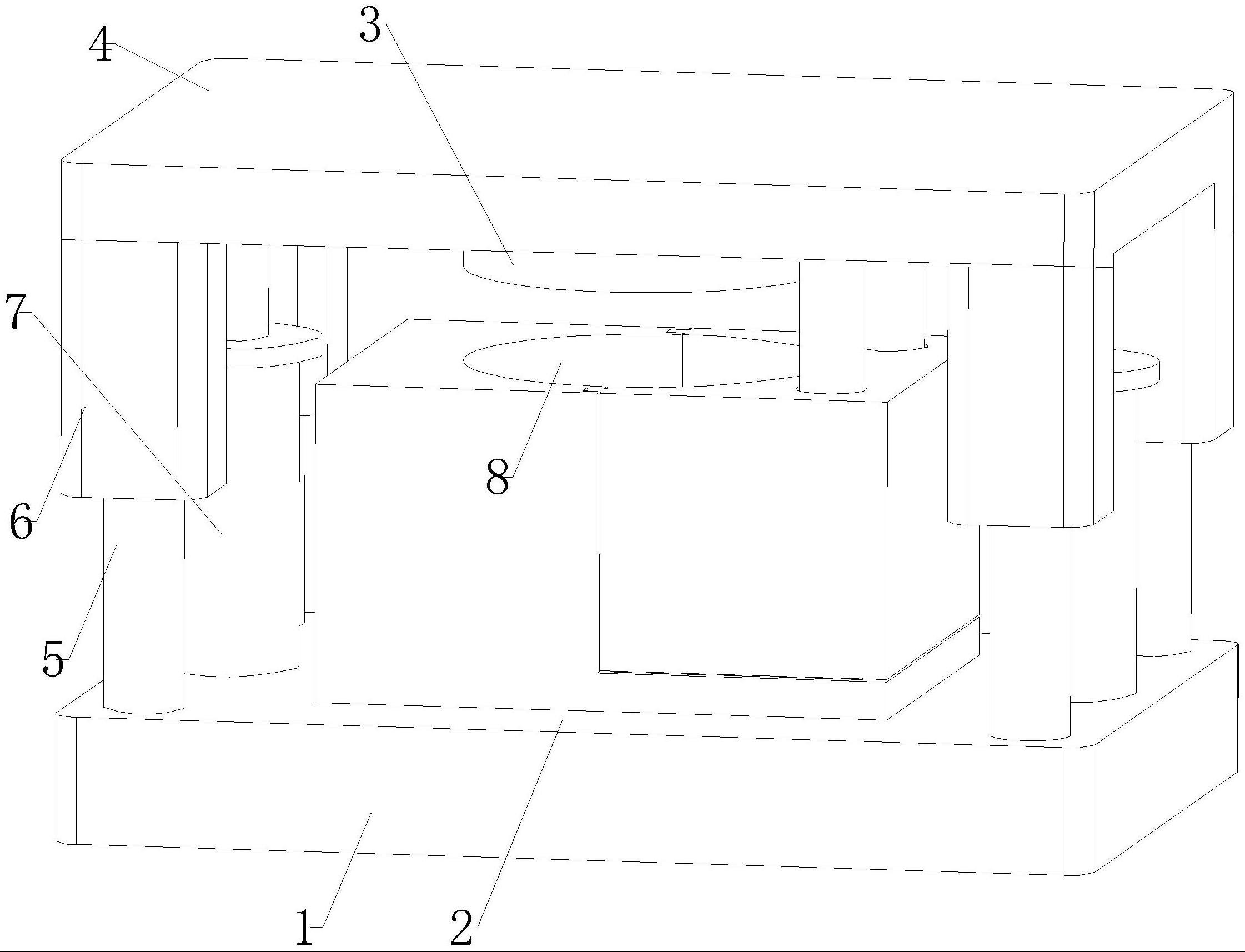
2、为实现上述目的,本实用新型提供如下技术方案:车载点烟器加工成型装置,包括模具本体,所述模具本体包括底座、可拆型下模具、上模具以及横板,所述底座顶端四角位置设置定位杆,所述底座上方设置横板,所述横板底端与定位杆对应位置设置定位座,所述定位座底端与定位杆对应位置设置定位孔,所述定位杆顶端伸入定位孔内,所述底座与横板之间设置液压杆,所述底座顶端设置可拆型下模具,所述可拆型下模具顶端设置成型槽,所述横板底端与成型槽对应位置设置上模具;
3、所述可拆型下模具包括固定座、固定块以及成型块,所述固定座顶端左侧固定设置固定块,所述固定座顶端右侧活动设置成型块,所述成型块与横板之间设置高度调节装置。
4、为了便于对所述成型块的位置进行调节,从而便于实现对于可拆型下模具的拆卸以及装配,从而便于在加工时通过成型块、固定块以及固定座的配合对外壳进行成型,同时在成型结束后将成型块移离固定座,从而方便将成型的外壳从可拆型下模具内取出,方便操作,本实用新型改进有,所述高度调节装置包括调节柱、调节块以及调节弹簧,所述成型块位于成型槽右侧的前后两侧分别设置调节空腔,所述调节空腔顶端设置调节孔,所述横板底端与调节孔对应位置设置调节柱,所述调节柱底端穿过调节孔伸入调节空腔内,所述调节柱与调节孔侧壁滑动连接,所述调节柱底端设置调节块,所述调节块与调节空腔侧壁滑动连接,所述调节块与调节空腔底端之间设置调节弹簧。
5、为了便于避免成型块分别与固定座以及固定块配合时发生位置的偏差,本实用新型改进有,还包括用于避免成型块与固定座之间发生错位的纠偏装置,所述纠偏装置包括第一纠偏凸块以及第二纠偏凸块,所述固定块右侧侧壁设置第一纠偏槽,所述成型块左侧侧壁与第一纠偏槽对应位置设置第一纠偏凸块,所述第一纠偏凸块与第一纠偏槽相适配,所述固定座顶端位于固定块右侧设置第二纠偏凸块,所述第二纠偏凸块设置为弧形,所述成型块底端与第二纠偏凸块对应位置上设置第二纠偏凹槽,所述第二纠偏凹槽与第二纠偏凸块相适配。
6、为了便于提升成型块以及固定块的导热性能,从而方便使得外壳在加工过程中的冷却成型,从而提升加工效率,本实用新型改进有,所述固定块以及成型块采用金属材质。
7、为了便于避免底座在加工过程中发生滑动,本实用新型改进有,所述底座底端设置防滑纹。
8、为了便于提升横板移动过程中的稳定性,本实用新型改进有,所述液压杆设置为两组且分别位于可拆型下模具的左右两侧。
9、与现有技术相比,本实用新型提供了车载点烟器加工成型装置,具备以下有益效果:
10、该车载点烟器加工成型装置,通过可拆型下模具以及高度调节装置的设置,便于对所述成型块的位置进行调节,从而便于实现对于可拆型下模具的拆卸以及装配,从而便于在加工时通过成型块、固定块以及固定座的配合对外壳进行成型,同时在成型结束后将成型块移离固定座,从而方便将成型的外壳从可拆型下模具内取出,方便操作。
11、通过纠偏装置的设置,便于避免成型块分别与固定座以及固定块配合时发生位置的偏差,从而提升外壳的加工精度。
技术特征:
1.车载点烟器加工成型装置,包括模具本体,其特征在于:所述模具本体包括底座(1)、可拆型下模具(2)、上模具(3)以及横板(4),所述底座(1)顶端四角位置设置定位杆(5),所述底座(1)上方设置横板(4),所述横板(4)底端与定位杆(5)对应位置设置定位座(6),所述定位座(6)底端与定位杆(5)对应位置设置定位孔,所述定位杆(5)顶端伸入定位孔内,所述底座(1)与横板(4)之间设置液压杆(7),所述底座(1)顶端设置可拆型下模具(2),所述可拆型下模具(2)顶端设置成型槽(8),所述横板(4)底端与成型槽(8)对应位置设置上模具(3);
2.根据权利要求1所述的车载点烟器加工成型装置,其特征在于:所述高度调节装置包括调节柱(12)、调节块(13)以及调节弹簧(14),所述成型块(11)位于成型槽(8)右侧的前后两侧分别设置调节空腔,所述调节空腔顶端设置调节孔,所述横板(4)底端与调节孔对应位置设置调节柱(12),所述调节柱(12)底端穿过调节孔伸入调节空腔内,所述调节柱(12)与调节孔侧壁滑动连接,所述调节柱(12)底端设置调节块(13),所述调节块(13)与调节空腔侧壁滑动连接,所述调节块(13)与调节空腔底端之间设置调节弹簧(14)。
3.根据权利要求2所述的车载点烟器加工成型装置,其特征在于:还包括用于避免成型块(11)与固定座(9)之间发生错位的纠偏装置,所述纠偏装置包括第一纠偏凸块(15)以及第二纠偏凸块(16),所述固定块(10)右侧侧壁设置第一纠偏槽,所述成型块(11)左侧侧壁与第一纠偏槽对应位置设置第一纠偏凸块(15),所述第一纠偏凸块(15)与第一纠偏槽相适配,所述固定座(9)顶端位于固定块(10)右侧设置第二纠偏凸块(16),所述第二纠偏凸块(16)设置为弧形,所述成型块(11)底端与第二纠偏凸块(16)对应位置上设置第二纠偏凹槽,所述第二纠偏凹槽与第二纠偏凸块(16)相适配。
4.根据权利要求3所述的车载点烟器加工成型装置,其特征在于:所述固定块(10)以及成型块(11)采用金属材质。
5.根据权利要求4所述的车载点烟器加工成型装置,其特征在于:所述底座(1)底端设置防滑纹。
6.根据权利要求5所述的车载点烟器加工成型装置,其特征在于:所述液压杆(7)设置为两组且分别位于可拆型下模具(2)的左右两侧。
技术总结
本技术涉及车载点烟器加工技术领域,具体为车载点烟器加工成型装置,包括模具本体,所述模具本体包括底座、可拆型下模具、上模具以及横板,所述底座顶端四角位置设置定位杆,所述底座上方设置横板,所述横板底端与定位杆对应位置设置定位座,所述定位座底端与定位杆对应位置设置定位孔,所述定位杆顶端伸入定位孔内,通过可拆型下模具以及高度调节装置的设置,便于对所述成型块的位置进行调节,从而便于实现对于可拆型下模具的拆卸以及装配,从而便于在加工时通过成型块、固定块以及固定座的配合对外壳进行成型,同时在成型结束后将成型块移离固定座,从而方便将成型的外壳从可拆型下模具内取出,方便操作。
技术研发人员:徐建
受保护的技术使用者:瑞安市科创汽车部件有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!