一种钣金件快速定位装置的制作方法
本技术涉及钣金件加工,具体为一种钣金件快速定位装置。
背景技术:
1、钣金加工是钣金技术职员需要把握的枢纽技术,也是钣金制品成形的重要工序。钣金加工是包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操纵方法,还包括新冲压技术及新工艺,零件金属板材加工就叫钣金加工,在钣金加工的过程中需要定位装置对金属板材进行定位,防止其在加工的过程中移动而影响加工效果。
2、在公开号cn 214290495 u公开了一种钣金件加工用快速定位装置,包括底座,底座的顶部对称设有移动槽,移动槽内分别设有第一活动板和第二活动板,第一活动板与第二活动板的一侧对称设有圆盘夹板,圆盘夹板的侧面设置有凸块;圆盘夹板的下方设有辊轴,辊轴的侧边均匀设有凸棱,且凸棱与凸块啮合连接;辊轴的两端均固接有连接轴,且连接轴的一端分别与第一活动板和第二活动板转动连接;底座顶部靠近第一活动板的一侧固接有竖板,竖板上安装有驱动电机,驱动电机的输出端固接有转动轴,转动轴的一端穿过第一活动板与连接轴固接;本实用新型适用于对不同规格的钣金件进行定位,且定位后便于翻转加工,使用方便,提高了加工效率。
3、该装置通过电机来带动对称的两个圆盘夹板对夹紧的钣金件进行翻转,但在加工过程中会对钣金件造成作用力,使得转动连接的圆盘夹板会带动启动电机输出端连接的转辊发生转动,从而导致加工偏移错位等现象,为此提出一种新型结构。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种钣金件快速定位装置,具备避免翻转结束后发生错位等优点,解决了上述技术问题。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:一种钣金件快速定位装置,包括底座,所述底座顶面中端开设有方槽,所述底座一侧固定安装有电机,且电机输出端贯通底座与方槽壁,所述电机输出端连接有正反牙丝杠,且正反牙丝杠外端等距连接有夹板,所述夹板侧面中端贯通圆孔,且孔内连接有夹持座,所述夹持座末端连接有转动轮,所述夹板朝外的侧面上设置有翻转机构和限位机构。
5、作为本实用新型的优选技术方案,所述正反牙丝杠固定安装于电机输出端,且正反牙丝杠外端面行程相等,所述夹板底部与底座开设的方槽相贴合。
6、作为本实用新型的优选技术方案,所述夹持座插接于夹板侧面贯通孔,且末端与夹板另一侧相贴合,所述转动轮固定安装于夹持座末端,所述夹持座朝向底座中心处的端面等距固定安装有限位板。
7、作为本实用新型的优选技术方案,所述翻转机构由手轮、拨杆、弹簧和弧形齿组成,所述手轮固定连接于转动轮外端面,所述弧形齿等距固定安装于转动轮外端圆弧面,所述拨杆转动连接于夹板侧面顶端,所述拨杆呈半弧形,且末端与弧形齿直角面相平行,所述弹簧固定安装于拨杆末端。
8、作为本实用新型的优选技术方案,所述夹板侧端面固定安装有保护盖,所述保护盖侧面中端贯通孔,且手轮末端贯通通孔,所述弹簧另一末端固定安装于保护盖内壁侧面。
9、作为本实用新型的优选技术方案,所述限位机构包括延伸板、弹簧二和限位块,所述延伸板分别固定安装于每一个所述弧形齿的直角面处,所述拨杆末端与延伸板侧面贴合,所述弹簧二固定安装于保护盖内内壁顶端远离弹簧处,且弹簧二末端固定连接有限位块,所述限位块与延伸板贴合。
10、与现有技术相比,本实用新型提供了一种钣金件快速定位装置,具备以下有益效果:
11、1、本实用新型通过转动手轮来对夹持座进行翻转,从而带动钣金件进行翻转,由于弹簧和拨杆的存在使得手轮转动为单向的,在停止手轮的转动后,弹簧二恢复原状,推动限位块向下运动,带动限位块向下压住延伸板,使得其给转动轮反向转动的趋势,让与拨杆贴合延伸板反向受力,从而拉动弹簧,完成锁死,从而避免了在加工过程中发生钣金件偏移的问题。
12、2、本实用新型通过保护盖的存在可以有效避免在加工钣金件时产生的碎屑飞溅至转动轮以及延伸板与拨杆接触面上,造成磨损。
技术特征:
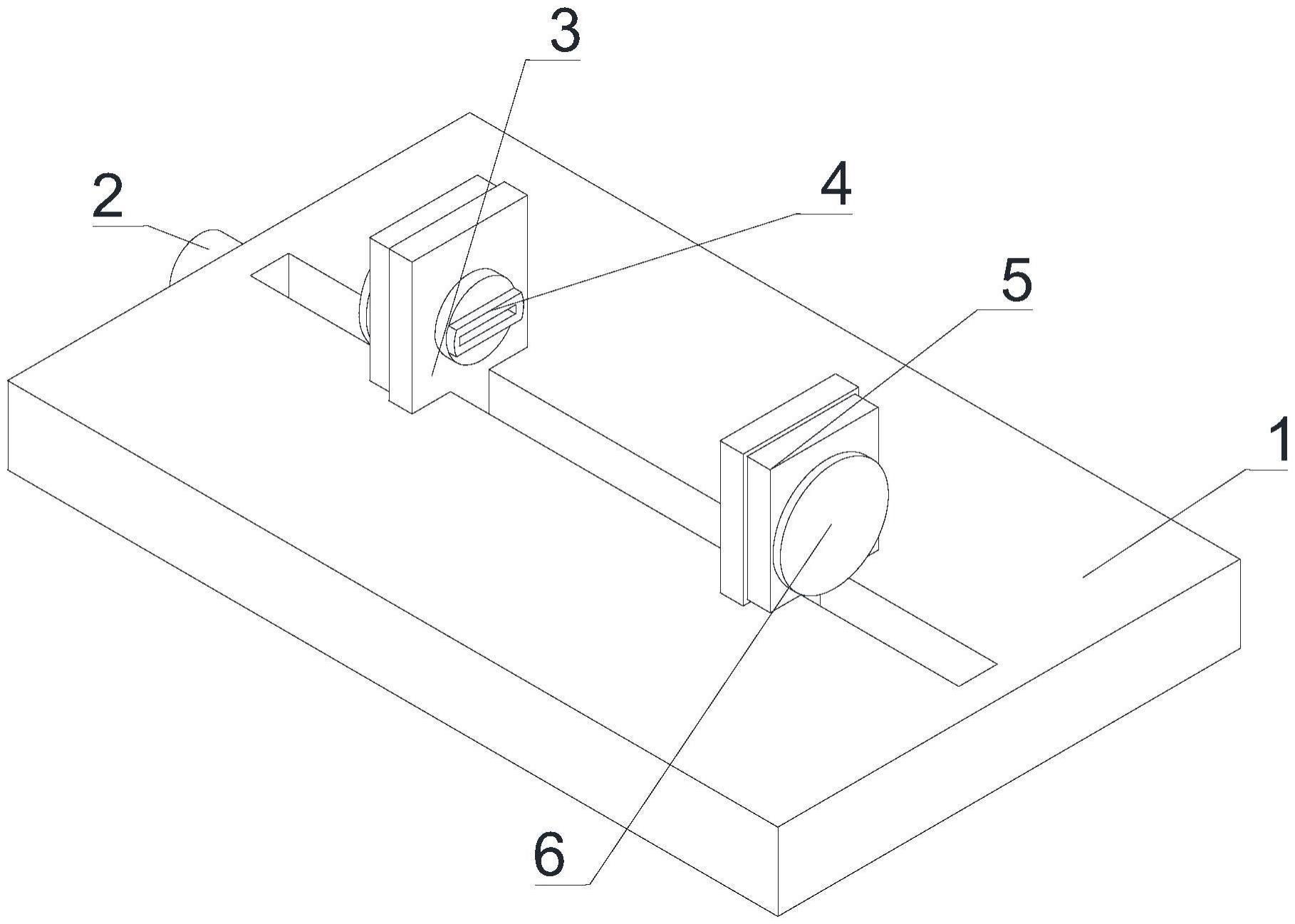
1.一种钣金件快速定位装置,包括底座(1),所述底座(1)顶面中端开设有方槽,所述底座(1)一侧固定安装有电机(2),且电机(2)输出端贯通底座(1)与方槽壁,其特征在于:所述电机(2)输出端连接有正反牙丝杠(7),且正反牙丝杠(7)外端对称连接有夹板(3),所述夹板(3)侧面中端贯通圆孔,且孔内连接有夹持座(4),所述夹持座(4)末端连接有转动轮(10),所述夹板(3)朝外的侧面上设置有翻转机构和限位机构。
2.根据权利要求1所述的一种钣金件快速定位装置,其特征在于:所述正反牙丝杠(7)固定安装于电机(2)输出端,且正反牙丝杠(7)外端面行程相等,所述夹板(3)底部与底座(1)开设的方槽相贴合。
3.根据权利要求1所述的一种钣金件快速定位装置,其特征在于:所述夹持座(4)插接于夹板(3)侧面贯通孔,且末端与夹板(3)另一侧相贴合,所述转动轮(10)固定安装于夹持座(4)末端,所述夹持座(4)朝向底座(1)中心处的端面等距固定安装有限位板。
4.根据权利要求1所述的一种钣金件快速定位装置,其特征在于:所述翻转机构由手轮(6)、拨杆(8)、弹簧(9)和弧形齿(11)组成,所述手轮(6)固定连接于转动轮(10)外端面,所述弧形齿(11)等距固定安装于转动轮(10)外端圆弧面,所述拨杆(8)转动连接于夹板(3)侧面顶端,所述拨杆(8)呈半弧形,且末端与弧形齿(11)直角面相平行,所述弹簧(9)固定安装于拨杆(8)末端。
5.根据权利要求4所述的一种钣金件快速定位装置,其特征在于:所述夹板(3)侧端面固定安装有保护盖(5),所述保护盖(5)侧面中端贯通孔,且手轮(6)末端贯通通孔,所述弹簧(9)另一末端固定安装于保护盖(5)内壁侧面。
6.根据权利要求4所述的一种钣金件快速定位装置,其特征在于:所述限位机构包括延伸板(12)、弹簧二(13)和限位块(14),所述延伸板(12)分别固定安装于每一个所述弧形齿(11)的直角面处,所述拨杆(8)末端与延伸板(12)侧面贴合,所述弹簧二(13)固定安装于保护盖(5)内壁顶端远离弹簧(9)处,且弹簧二(13)末端固定连接有限位块(14),所述限位块(14)与延伸板(12)贴合。
技术总结
本技术涉及钣金件加工技术领域,且公开了一种钣金件快速定位装置,包括底座,底座顶面中端开设有方槽,底座一侧固定安装有电机,且电机输出端贯通底座与方槽壁,电机输出端连接有正反牙丝杠,夹持座末端连接有转动轮,夹板朝外的侧面上设置有翻转机构和限位机构。该钣金件快速定位装置转动手轮来对夹持座进行翻转,从而带动钣金件进行翻转,由于弹簧和拨杆的存在使得手轮转动为单向的,在停止手轮的转动后,弹簧二恢复原状,推动限位块向下运动,带动限位块向下压住延伸板,使得其给转动轮反向转动的趋势,让与拨杆贴合延伸板反向受力,从而拉动弹簧,完成锁死,从而避免了在加工过程中发生钣金件偏移的问题。
技术研发人员:朱佳庆,吴荣海,金杰,谢冰
受保护的技术使用者:常州金棵汽车配件有限公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!