一种H型钢满焊焊接工装的制作方法
本技术涉及焊接工装,尤其涉及一种h型钢满焊焊接工装。
背景技术:
1、h型钢是一种截面面积更加优化、强重比更加合理的高效型材,h型钢通常由腹板和翼缘板两部分焊接而成,为了保证h型钢的尺寸规格及强度,通常对焊接的要求较高,这就需要在焊接时使用到满焊焊接工装。
2、通常为了实现h型钢翼缘板与腹板的相对对称,在焊接前需要操作人员测量腹板两侧翼缘板的长度并及时调整翼缘板的位置,使翼缘板相对腹板两侧对称,这种方式则至少需要两个操作人员在翼缘板两端同时测量和调整,容易出现误差,而焊接后产生的焊渣也易在翻转h型钢时掉落入焊接台面或地面上,影响矫正及焊接工作的正常进行。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种h型钢满焊焊接工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
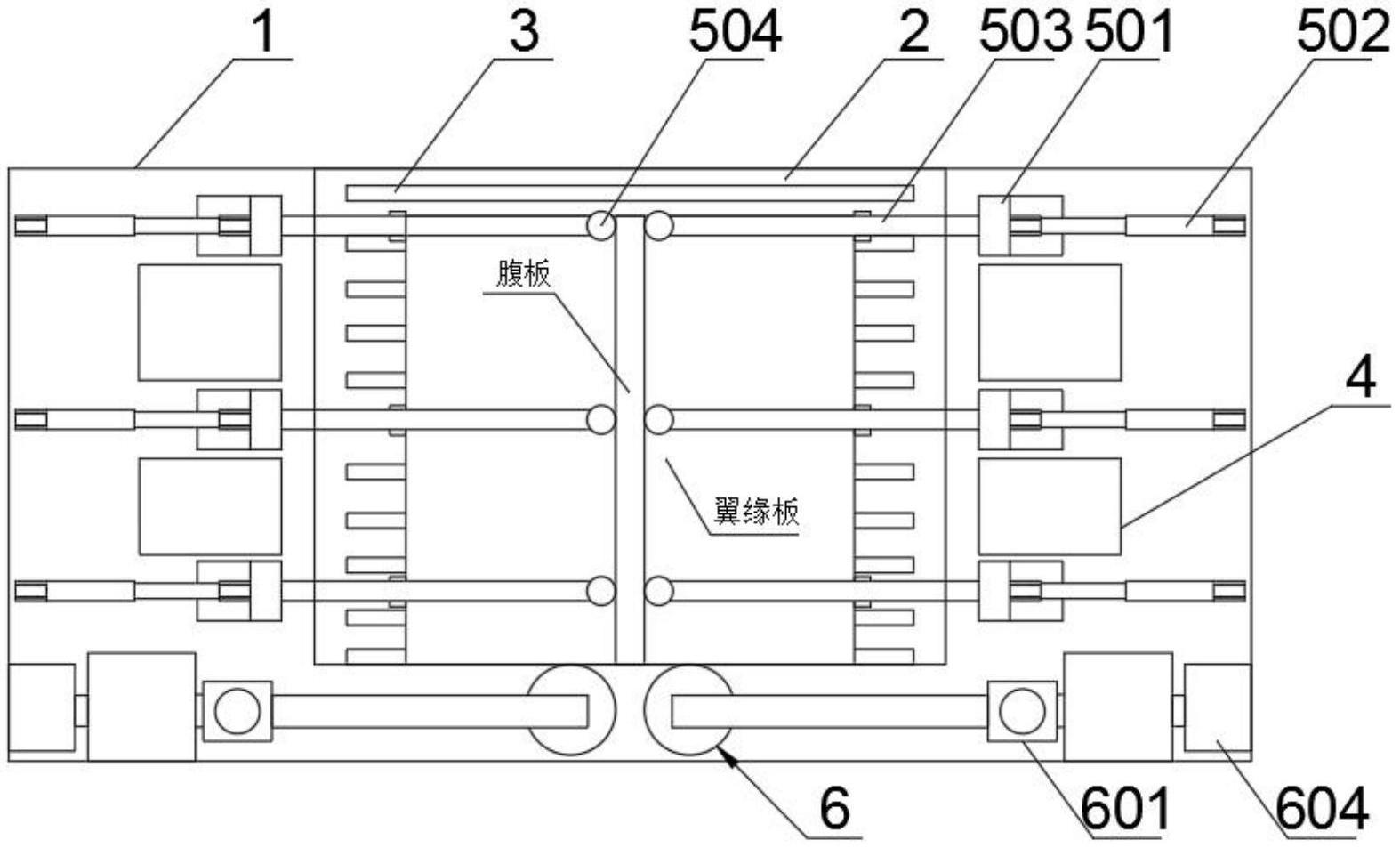
3、一种h型钢满焊焊接工装,包括焊接台和自动电焊机,所述焊接台为长方形台面,焊接台底部固定设置有若干个支撑腿,焊接台顶端中部固定设置有基座,焊接台顶端两侧均匀设置有四台自动电焊机,每台自动电焊机两侧均设置有矫正机构,焊接台一端对称设置有清理机构。
4、优选的,所述基座内部均匀设置有若干组两两平行的辊轮,辊轮连接有驱动电机,驱动电机电连接外部电源。
5、优选的,所述自动电焊机两侧的焊接台上轴连接有旋转柱旋转柱上固定设置有两个连接杆,每个连接杆末端轴连接有两个导向轮。
6、优选的,所述焊接台顶端两侧轴连接有三个第一液压伸缩杆,每个第一液压伸缩杆顶部均与旋转柱顶部侧壁轴连接。
7、优选的,所述矫正机构包括第二液压伸缩杆和固定块,旋转柱底部固定连接有第二液压伸缩杆,第二液压伸缩杆伸缩端穿接于旋转柱,第二液压伸缩杆伸缩端末端设置有固定块。
8、优选的,所述焊接台一端对称设置有两个电动伸缩杆,每个电动伸缩杆顶部固定连接有空心管。
9、优选的,所述清理机构包括吸附口、风机和收集箱,空心管末端固定连接有中空的吸附口,空心管靠近电动伸缩杆一端连接有软管,软管末端穿接入固定在焊接台上的收集箱,收集箱底部连接有固定在焊接台上的风机。
10、与现有技术相比,本实用新型的有益效果是:
11、本实用新型通过设置矫正机构,矫正机构与导向轮配合使用,导向轮与腹板两侧抵接,可提供给腹板支撑力同时防止腹板偏移,矫正机构推动并调节翼缘板的位置,实现翼缘板两侧与腹板的对称,在焊接时,导向轮与矫正机构时刻定位翼缘板与腹板,防止偏移影响h型钢的规格。
12、本实用新型通过设置清理机构,一面翼缘板焊接完成后,h型钢沿辊轮移动的同时经过清理机构,清理机构可吸收h型钢焊接时所产生的焊渣,即可减少因焊渣掉落至焊接台、辊轮和地面后对后续的焊接工作所造成的不利影响。
技术特征:
1.一种h型钢满焊焊接工装,包括焊接台(1)和自动电焊机(4),其特征在于:所述焊接台(1)为长方形台面,焊接台(1)底部固定设置有若干个支撑腿,焊接台(1)顶端中部固定设置有基座(2),焊接台(1)顶端两侧均匀设置有四台自动电焊机(4),每台自动电焊机(4)两侧均设置有矫正机构(5),焊接台(1)一端对称设置有清理机构(6)。
2.根据权利要求1所述的一种h型钢满焊焊接工装,其特征在于,所述基座(2)内部均匀设置有若干组两两平行的辊轮(3),辊轮(3)连接有驱动电机,驱动电机电连接外部电源。
3.根据权利要求1所述的一种h型钢满焊焊接工装,其特征在于,所述自动电焊机(4)两侧的焊接台(1)上轴连接有旋转柱(501)旋转柱(501)上固定设置有两个连接杆(503),每个连接杆(503)末端轴连接有两个导向轮(504)。
4.根据权利要求3所述的一种h型钢满焊焊接工装,其特征在于,所述焊接台(1)顶端两侧轴连接有三个第一液压伸缩杆(502),每个第一液压伸缩杆(502)顶部均与旋转柱(501)顶部侧壁轴连接。
5.根据权利要求3所述的一种h型钢满焊焊接工装,其特征在于,所述矫正机构(5)包括第二液压伸缩杆(505)和固定块(506),旋转柱(501)底部固定连接有第二液压伸缩杆(505),第二液压伸缩杆(505)伸缩端穿接于旋转柱(501),第二液压伸缩杆(505)伸缩端末端设置有固定块(506)。
6.根据权利要求1所述的一种h型钢满焊焊接工装,其特征在于,所述焊接台(1)一端对称设置有两个电动伸缩杆(601),每个电动伸缩杆(601)顶部固定连接有空心管(602)。
7.根据权利要求6所述的一种h型钢满焊焊接工装,其特征在于,所述清理机构(6)包括吸附口(603)、风机(604)和收集箱(605),空心管(602)末端固定连接有中空的吸附口(603),空心管(602)靠近电动伸缩杆(601)一端连接有软管,软管末端穿接入固定在焊接台(1)上的收集箱(605),收集箱(605)底部连接有固定在焊接台(1)上的风机(604)。
技术总结
本技术涉及焊接工装技术领域,具体的公开了一种H型钢满焊焊接工装,包括焊接台和自动电焊机,焊接台为长方形台面,焊接台底部固定设置有若干个支撑腿,焊接台顶端中部固定设置有基座,焊接台顶端两侧均匀设置有四台自动电焊机,每台自动电焊机两侧均设置有矫正机构,焊接台一端对称设置有清理机构。矫正机构与导向轮配合使用,可提供给H型钢支撑力同时防止偏移,清理机构可吸收H型钢焊接时所产生的焊渣,即可减少因焊渣掉落至焊接台、辊轮和地面后对后续的焊接工作所造成的不利影响。
技术研发人员:柳建新,闫晓军,王成,陆世星
受保护的技术使用者:六安长城钢结构有限公司
技术研发日:20230420
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!