极片模切装置和极片的制作方法
本技术涉及电池制造,具体而言,涉及一种极片模切装置和极片。
背景技术:
1、现有技术中,对极片料带进行模切的方法包括激光切割或五金模切,若采用五金模切,其切割速度太慢,不利于生产效率的提高。若采用激光切割,虽生产效率有一定提升,但其切割温度对极片会造成热影响,从而降低极片质量,影响产品性能。
技术实现思路
1、本实用新型的目的包括,例如,提供了一种极片模切装置和极片,其能够提高模切效率,并且有利于缓解激光切割带来的热影响。
2、本实用新型的实施例可以这样实现:
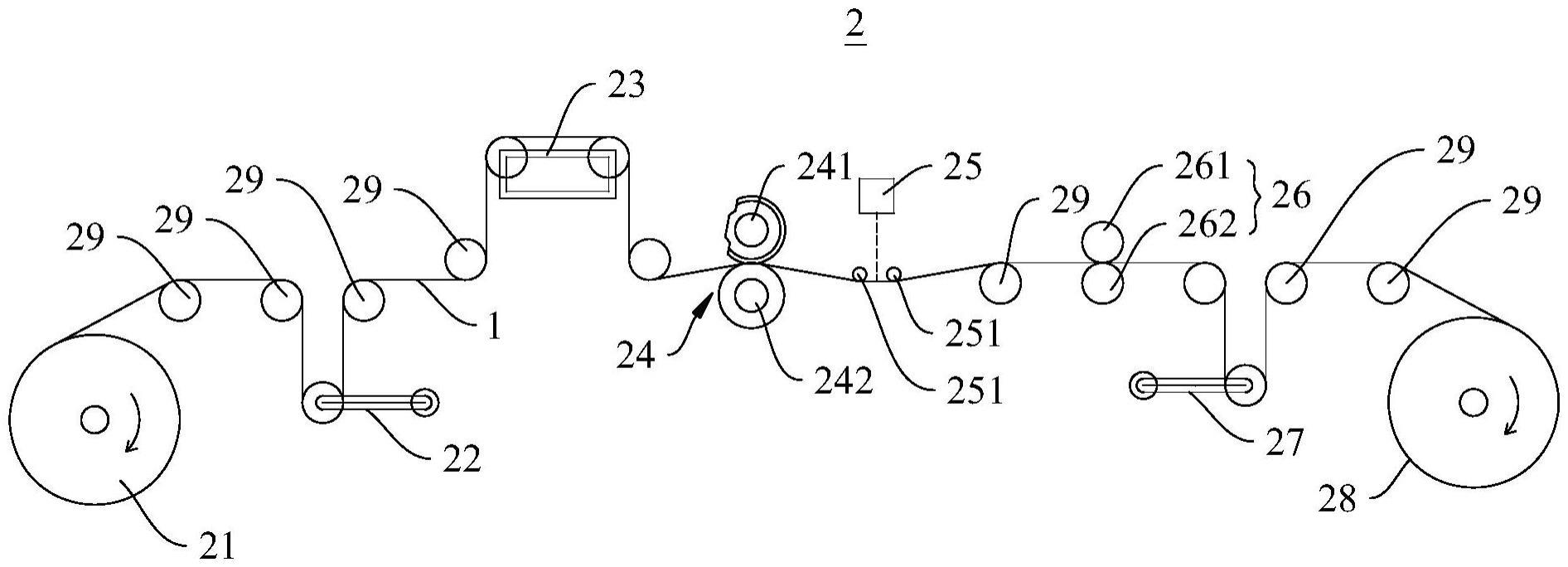
3、第一方面,本实用新型提供一种极片模切装置,用于在极片料带上形成极片和极耳,包括:
4、切刀机构,所述切刀机构用于切割极片料带,以形成第一切割边,所述第一切割边作为连接相邻两个所述极耳的第一轮廓;
5、激光机构,所述激光机构用于切割极片料带,以形成第二切割边,所述第二切割边作为所述极耳的第二轮廓;
6、其中,所述第一轮廓和所述第二轮廓依次交替连接。
7、在可选的实施方式中,所述切刀机构包括第一切刀,所述第一切刀设有沿圆周方向连接的切割部和缺口部,所述切割部用于切割极片料带形成第一切割边,所述缺口部用于形成两个相邻第一轮廓之间的间隔段。
8、在可选的实施方式中,所述切割部的弧长等于所述第一轮廓的长度。
9、在可选的实施方式中,所述切割部设有倒角。
10、在可选的实施方式中,所述切刀机构还包括与所述第一切刀相对设置的第二切刀,所述第一切刀和所述第二切刀分设于极片料带的两侧以夹持所述极片料带;其中,所述第一切刀上的切割部与所述第二切刀相对以切割所述极片料带形成第一切割边,所述缺口部与所述第二切刀相对不切割所述极片料带,以形成两个相邻第一轮廓之间的间隔段。
11、在可选的实施方式中,所述第一切刀和所述第二切刀呈圆盘状,所述第一切刀的直径为c,所述第二切刀的直径为d,所述第一切刀和所述第二切刀的圆心距为e,所述第一切刀的切割部和所述第二切刀相对时咬合量t=0.5c+0.5d-e,t大于或等于0。
12、在可选的实施方式中,所述第二切刀沿周向设有呈环状的连续切割部。
13、在可选的实施方式中,所述切刀机构还包括第一辊轴和第二辊轴,所述第一切刀安装于所述第一辊轴上,所述第一辊轴用于带动所述第一切刀转动;所述第二切刀安装于所述第二辊轴上,所述第二辊轴用于带动所述第二切刀转动。
14、在可选的实施方式中,所述切刀机构还包括轴套,所述轴套设于所述第一辊轴和/或所述第二辊轴,所述轴套用于限制所述第一切刀和/或所述第二切刀的轴向位置。
15、在可选的实施方式中,所述第一辊轴上沿轴向间隔设有两个所述第一切刀;所述第二辊轴上沿轴向间隔设有两个所述第二切刀,所述第一切刀与所述第二切刀一一相对设置。
16、在可选的实施方式中,在所述极片料带的走带方向上,所述激光机构设于所述切刀机构的下游;或者,所述激光机构设于所述切刀机构的上游。
17、在可选的实施方式中,所述极片模切装置还包括至少两个辅助辊,其中一个所述辅助辊设于所述激光机构的上游,另一个所述辅助辊设于所述激光机构的下游。
18、在可选的实施方式中,激光器沿预设路径扫描形成第二切割边;其中,预设路径包括位于相邻两个第一轮廓之间的连续的第一边线、第二边线和第三边线,其中,相邻的两个第一轮廓具有相邻的第一端部和第二端部;所述第一端部位于所述第二端部的上游;
19、所述第一边线始于所述第二端部,并沿远离极片的方向延伸第一距离;
20、所述第二边线始于所述第一边线远离所述极片的一端,并沿与极片料带的走带方向相反的方向延伸第二距离;
21、所述第三边线始于所述第二边线远离所述第一边线的一端,止于所述第一端部。
22、第二方面,本实用新型提供一种极片,采用如前述实施方式中任一项所述的极片模切装置加工而成。
23、本实用新型实施例的有益效果包括,例如:
24、本实用新型实施例提供的极片模切装置,采用切刀机构切割极片料带形成两个极耳之间的第一轮廓,避免了第一轮廓处受到热影响,且切割边缘平整,毛刺较小、较少,有利于提高极片模切质量,提升产品品质。并且,采用激光切割形成极耳的第二轮廓,提高了模切效率。因此,本方案既能实现生产效率的提升,又能实现产品品质的提升。
25、本实用新型实施例提供的极片,采用上述的极片模切装置加工制成,有利于提高生产效率,以及提升产品品质。
技术特征:
1.一种极片模切装置,用于在极片料带上形成极片和极耳,其特征在于,包括:
2.根据权利要求1所述的极片模切装置,其特征在于,所述切刀机构包括第一切刀,所述第一切刀设有沿圆周方向连接的切割部和缺口部,所述切割部用于切割极片料带形成第一切割边,所述缺口部用于形成两个相邻第一轮廓之间的间隔段。
3.根据权利要求2所述的极片模切装置,其特征在于,所述切割部的弧长等于所述第一轮廓的长度。
4.根据权利要求2所述的极片模切装置,其特征在于,所述切刀机构还包括与所述第一切刀相对设置的第二切刀,所述第一切刀和所述第二切刀分设于极片料带的两侧以夹持所述极片料带;其中,所述第一切刀上的切割部与所述第二切刀相对以切割所述极片料带形成第一切割边,所述缺口部与所述第二切刀相对不切割所述极片料带,以形成两个相邻第一轮廓之间的间隔段。
5.根据权利要求4所述的极片模切装置,其特征在于,所述第一切刀和所述第二切刀呈圆盘状,所述第一切刀的直径为c,所述第二切刀的直径为d,所述第一切刀和所述第二切刀的圆心距为e,所述第一切刀的切割部和所述第二切刀相对时咬合量t=0.5c+0.5d-e,t大于或等于0。
6.根据权利要求4所述的极片模切装置,其特征在于,所述第二切刀沿周向设有呈环状的连续切割部。
7.根据权利要求4所述的极片模切装置,其特征在于,所述切刀机构还包括第一辊轴和第二辊轴,所述第一切刀安装于所述第一辊轴上,所述第一辊轴用于带动所述第一切刀转动;所述第二切刀安装于所述第二辊轴上,所述第二辊轴用于带动所述第二切刀转动。
8.根据权利要求7所述的极片模切装置,其特征在于,所述切刀机构还包括轴套,所述轴套设于所述第一辊轴和/或所述第二辊轴,所述轴套用于限制所述第一切刀和/或所述第二切刀的轴向位置。
9.根据权利要求1至8中任一项所述的极片模切装置,其特征在于,所述极片模切装置还包括至少两个辅助辊,其中一个所述辅助辊设于所述激光机构的上游,另一个所述辅助辊设于所述激光机构的下游。
10.一种极片,其特征在于,采用如权利要求1至9中任一项所述的极片模切装置加工而成,所述极片上连接有极耳。
技术总结
本公开提供的一种极片模切装置和极片,涉及电池制造技术领域。该极片模切装置包括切刀机构和激光机构,切刀机构用于切割极片料带,以形成第一切割边,第一切割边作为连接相邻两个极耳的第一轮廓。激光机构用于切割极片料带,以形成第二切割边,第二切割边作为极耳的第二轮廓。其中,第一轮廓和第二轮廓依次交替连接。这样,有利于提高极片加工质量和生产效率。
技术研发人员:杨立华,彭先政,熊亮,何林民
受保护的技术使用者:兰钧新能源科技有限公司
技术研发日:20230418
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!