一种汽轮机叶片叶根端面加工的立式装夹装置的制作方法
本技术涉及汽轮机叶片加工,具体为一种汽轮机叶片叶根端面加工的立式装夹装置。
背景技术:
1、汽轮机叶片根部结构复杂、定位精度要求高。传统的汽轮机叶片叶根在打磨时需要进行装夹固定,传统的装夹装置在装夹时针对不同形状的叶片夹持时,由于叶冠和叶根之间的夹角角度不同,需要不同规格的装夹装置对应装夹,或者装夹时添加或者减少不同厚度的垫片,达到适配叶冠和叶根夹持的稳定,防止打磨时由于叶片松动发生振动,造成变形损坏,但是垫片的拆装过程复杂,垫片需求规格多,增加制备难度。
技术实现思路
1、本部分的目的在于概述本实用新型的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
2、鉴于上述和/或汽轮机叶片叶根端面加工的立式装夹装置使用中存在的问题,提出了本实用新型。
3、因此,本实用新型的目的是提供一种汽轮机叶片叶根端面加工的立式装夹装置,可以对不同规格的叶片进行夹持,操作简单,拆装方便。
4、为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
5、一种汽轮机叶片叶根端面加工的立式装夹装置,其包括:
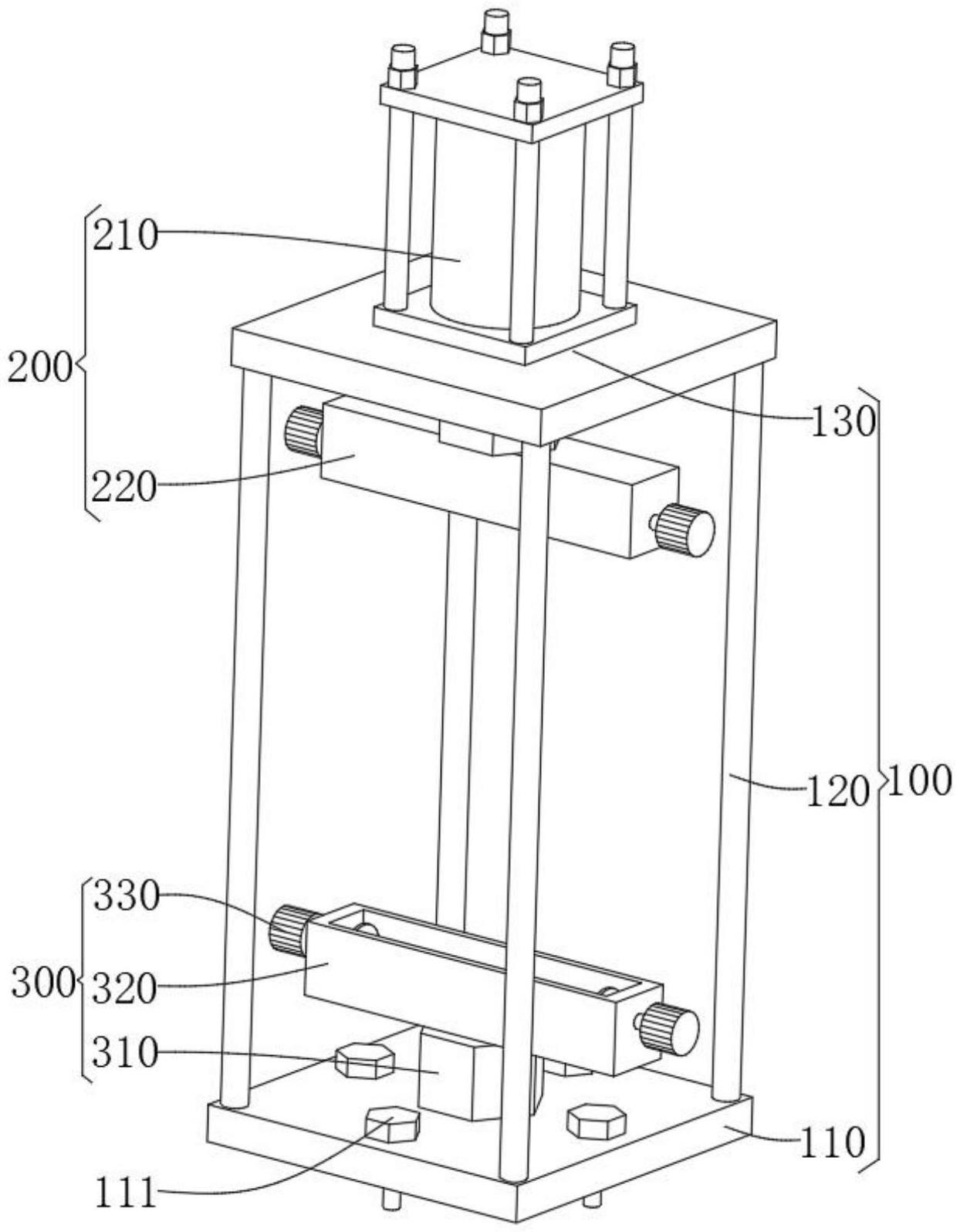
6、支撑机构,所述支撑机构包括底座、设置于底座顶部的支撑杆和设置于支撑杆顶部的顶板;
7、压紧机构,所述压紧机构包括设置于顶板顶部的气缸和设置于气缸输出端的上夹持槽;
8、夹角调节机构,所述夹角调节机构包括设置于底座顶部的螺纹座、设置于螺纹座顶部的下夹持槽和相对设置于下夹持槽内部的紧固钮。
9、作为本实用新型所述的一种汽轮机叶片叶根端面加工的立式装夹装置的一种优选方案,其中,所述底座的侧壁设置有紧固螺栓。
10、作为本实用新型所述的一种汽轮机叶片叶根端面加工的立式装夹装置的一种优选方案,其中,所述下夹持槽的底部设置有与螺纹座内螺纹适配的螺纹杆,所述下夹持槽的底部设置有通孔。
11、作为本实用新型所述的一种汽轮机叶片叶根端面加工的立式装夹装置的一种优选方案,其中,所述上夹持槽的内部设置有紧固钮,所述紧固钮的前端设置有压板。
12、作为本实用新型所述的一种汽轮机叶片叶根端面加工的立式装夹装置的一种优选方案,其中,所述压板的侧壁设置有隔热垫,所述气缸外接有供气设备。
13、与现有技术相比,本实用新型具有的有益效果是:该种汽轮机叶片叶根端面加工的立式装夹装置,通过紧固螺栓固定在工位,保持装夹装置稳定性,通过外接的供气设备对气缸供气,气缸输出端带动上夹持槽下压,将叶片的叶冠压紧,并且可以对不同长度的叶片进行夹持,通过螺纹座的设置,与下夹持槽底部的螺纹杆配合,在下夹持槽转动调节角度后起到定位作用,通过紧固钮的设置,起到对叶冠以及叶根的侧面夹持动作,进一步保持叶片稳定。因此,可以对不同规格的叶片进行夹持,操作简单,拆装方便。
技术特征:
1.一种汽轮机叶片叶根端面加工的立式装夹装置,其特征在于,包括:
2.根据权利要求1所述的一种汽轮机叶片叶根端面加工的立式装夹装置,其特征在于,所述底座(110)的侧壁设置有紧固螺栓(111)。
3.根据权利要求2所述的一种汽轮机叶片叶根端面加工的立式装夹装置,其特征在于,所述下夹持槽(320)的底部设置有与螺纹座(310)内螺纹适配的螺纹杆(321),所述下夹持槽(320)的底部设置有通孔(322)。
4.根据权利要求3所述的一种汽轮机叶片叶根端面加工的立式装夹装置,其特征在于,所述上夹持槽(220)的内部设置有紧固钮(330),所述紧固钮(330)的前端设置有压板(331)。
5.根据权利要求4所述的一种汽轮机叶片叶根端面加工的立式装夹装置,其特征在于,所述压板(331)的侧壁设置有隔热垫,所述气缸(210)外接有供气设备。
技术总结
本技术公开一种汽轮机叶片叶根端面加工的立式装夹装置,包括支撑机构和压紧机构,所述支撑机构包括底座、设置于底座顶部的支撑杆和设置于支撑杆顶部的顶板,所述压紧机构包括设置于顶板顶部的气缸和设置于气缸输出端的上夹持槽,所述夹角调节机构包括设置于底座顶部的螺纹座、设置于螺纹座顶部的下夹持槽和相对设置于下夹持槽内部的紧固钮,本技术,可以对不同规格的叶片进行夹持,操作简单,拆装方便。
技术研发人员:唐飞,邵鑫,董秀华
受保护的技术使用者:山东御风动力科技有限公司
技术研发日:20230421
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!