一种自动锁卡扣机构的制作方法
本技术涉及自动化设备领域,尤其是一种自动锁卡扣机构。
背景技术:
1、在电子元件加工时,为了方便后续加工工序,要求电子元件加工后要按加工前的位置进行摆放,因此将一组若干个电子元件按顺序放置于载具内,载具也称为ab板。由于加工过程中需要对ab板进行搬运,为了防止ab板在搬运过程中a板与b板脱离,导致电子元件散落,因此在ab板上固定有卡扣螺丝。由于ab板和卡扣属于可循环重复使用,且卡扣由塑料制成,经过多次安装拆卸后,受力的卡扣上端容易产生变形。目前生产线上自动锁卡扣时采用夹取卡扣上端的平面来定位,然后通过夹具将卡扣锁入ab板中,但当遇到上端变形的卡扣使,卡扣的底部与ab板的锁孔不对应,无法顺利锁进去,产生故障,大大降低生产效率。
2、为了避免上述问题,将机械手设计成夹取卡扣下端的方式来定位,锁紧采用螺丝刀进行锁紧,螺丝刀由上下气缸、旋转气缸驱动。虽然采用夹取卡扣下端的方式能够解决锁孔不对应的问题,但是增加了动作导致降低了锁扣的效率。因此市场寻求一种能够准确定位又效率高的方式来解决这个问题。
技术实现思路
1、本实用新型的目的在于解决现有技术锁扣与锁孔不对应和锁扣效率低的问题,提供一种自动锁卡扣机构,不仅能够对准卡扣和锁孔的位置,而且相比现有技术来说,大大提高了锁扣速度,提高生产效率。
2、为实现上述目的,本实用新型采用以下技术方案:
3、本实用新型公开了一种自动锁卡扣机构,其中卡扣包括卡扣头部、卡扣中间杆和卡扣底部;卡扣头部为矩形,矩形两侧设置有弧面,卡扣头部上端面设置有锁槽。自动锁卡扣机构包括用于定位卡扣方向的定位组件和用于将卡扣从定位组件中取至待锁位置并锁紧的机械手。所述机械手上设置有夹取锁紧工装,所述夹取锁紧工装包括旋转装置、夹取夹具和锁紧螺丝刀;所述旋转装置固定于机械手上,夹取夹具固定于旋转装置上。所述夹取夹具上设置有夹料夹爪;所述锁紧螺丝刀可上下伸缩地垂直设置于夹取夹具上,且位于两夹料夹爪的中间;所述夹料夹爪内壁设置有用于容纳锁紧螺丝刀的第一凹槽,内壁的末端设置有用于夹取卡扣头部的第二凹槽,所述第二凹槽为与卡扣头部弧面相配合的弧形面,弧形面优选为半圆形面。
4、进一步地,所述锁紧螺丝刀与夹具连接处上设置有压缩弹簧。
5、进一步地,所述定位组件包括振动盘、导向轨道、送料装置;所述导向轨道一端与振动盘的出料口连通,另一端与送料装置连接。
6、进一步地,所述送料装置包括送料支架;送料支架上端面设置有可横向伸缩的送料气缸,送料气缸的移动端上设置有送料夹具,所述送料夹具包括手指气缸以及设置于手指气缸上的送料夹爪;所述手指气缸立式固定于送料气缸上;所述送料夹爪沿垂直导向轨道方向开合,送料夹爪朝导向轨道出料口方向延伸出用于夹取卡扣的突出部,所述突出部下端设置有用于夹取卡扣底部的方槽,上端设置有用于夹取卡扣中间杆的半圆槽。
7、进一步地,所述送料夹爪的上方还设置有卡扣定位板,卡扣头部的下端面与卡扣定位板的上端面相贴,所述定位板通过连接柱固定于送料气缸的移动端上。
8、进一步地,所述导向轨道末端设置有用于检测卡扣是否到位的红外线感应器。
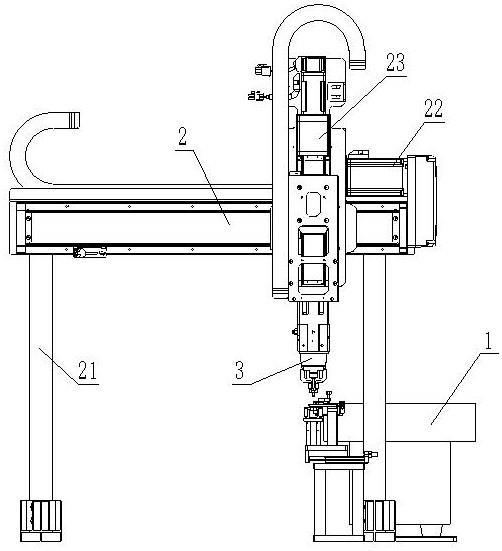
9、进一步地,所述机械手包括机架,所述机架上设置有横向移动模组,所述横向移动模组的移动端上设置有上下移动模组,所述上下移动模组末端设置有所述旋转装置。
10、进一步地,所述锁紧螺丝刀为钢材质。
11、本实用新型的有益之处为:
12、本实用新型采用夹料夹爪和定位组件相配合的方式定位卡扣,先经过定位组件将卡扣定位成设定的固定方向,然后通过夹爪夹取卡扣头部的弧面,将卡扣送到锁孔处。与现有技术夹取卡扣头部平面处相比,夹料夹爪的第二凹槽为弧形面,与卡扣头部弧面相配合,夹取时不会转动卡扣,能够使卡扣保持定位组件固定时的方向,可防止因卡扣头部变形而导致与锁孔不对应的问题。同时在夹料夹爪的中间还可上下伸缩地设置有锁紧螺丝刀,夹料夹爪和锁紧螺丝刀共同作用,将卡扣锁进锁孔内。锁紧螺丝刀的设置,弥补了第二凹槽对卡扣头部弧面作用力不够的缺陷。同时锁紧螺丝刀可上下伸缩,无需使用上下气缸来驱动,旋转锁扣与夹具一起旋转,使得将锁扣夹取放置锁孔上即可直接锁扣,与现有技术相比减少了夹料夹爪松开卡扣和气缸推动锁紧螺丝到的步骤,减少了动作,提高了锁扣速度,提高生产效率。
技术特征:
1.一种自动锁卡扣机构,其特征在于:包括用于定位卡扣方向的定位组件和用于将卡扣从定位组件中取至待锁位置并锁紧的机械手;
2.根据权利要求1所述的自动锁卡扣机构,其特征在于:所述锁紧螺丝刀与夹取夹具连接处上设置有压缩弹簧。
3.根据权利要求1所述的自动锁卡扣机构,其特征在于:所述定位组件包括振动盘、导向轨道、送料装置;所述导向轨道一端与振动盘的出料口连通,另一端与送料装置连接。
4.根据权利要求3所述的自动锁卡扣机构,其特征在于:所述送料装置包括送料支架;送料支架上端面设置有可横向伸缩的送料气缸,送料气缸的移动端上设置有送料夹具,所述送料夹具包括手指气缸以及设置于手指气缸上的送料夹爪;所述手指气缸立式固定于送料气缸上;所述送料夹爪沿垂直导向轨道方向开合,送料夹爪朝导向轨道出料口方向延伸出用于夹取卡扣的突出部,所述突出部下端设置有用于夹取卡扣底部的方槽,上端设置有用于夹取卡扣中间杆的半圆槽。
5.根据权利要求4所述的自动锁卡扣机构,其特征在于:所述送料夹爪的上方还设置有卡扣定位板,卡扣头部的下端面与卡扣定位板的上端面相贴,所述卡扣定位板通过连接柱固定于送料气缸的移动端上。
6.根据权利要求3所述的自动锁卡扣机构,其特征在于:所述导向轨道末端设置有用于检测卡扣是否到位的红外线感应器。
7.根据权利要求1所述的自动锁卡扣机构,其特征在于:所述机械手包括机架,所述机架上设置有横向移动模组,所述横向移动模组的移动端上设置有上下移动模组,所述上下移动模组末端设置有所述旋转装置。
8.根据权利要求1所述的自动锁卡扣机构,其特征在于:所述锁紧螺丝刀为钢材质。
技术总结
本技术涉及自动化设备领域,公开了一种自动锁卡扣机构,包括用于定位卡扣方向的定位组件和用于将卡扣从定位组件中取至待锁位置并锁紧的机械手。机械手上设置有夹取锁紧工装。夹取锁紧工装包括旋转装置、夹取夹具和锁紧螺丝刀。旋转装置固定于机械手上,夹取夹具固定于旋转装置上。夹具上设置有夹料夹爪。锁紧螺丝刀可上下伸缩地垂直设置于夹取夹具上,且位于两夹料夹爪的中间。夹料夹爪内壁设置有用于容纳锁紧螺丝刀的第一凹槽,内壁的末端设置有用于夹取卡扣头部的第二凹槽。第二凹槽为与卡扣头部弧面相配合的弧形面。本技术不仅能够对准卡扣和锁孔的位置,而且相比现有技术来说,大大提高了锁扣速度,提高生产效率。
技术研发人员:陈辉斌
受保护的技术使用者:厦门了创自动化科技有限公司
技术研发日:20230424
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!