端子点松香与焊接自动化生产设备的制作方法
本技术涉及回路电感加工设备领域,具体涉及端子点松香与焊接自动化生产设备。
背景技术:
1、现在的回路电感需要引线端涂抹松香,然后将会理电感的引线浸入到焊接锡炉内进行焊接,这样通过人工的方式,工作人员的操作比较繁琐,同时通过人员涂抹松香,这样松香涂抹不均匀,同时手工涂抹松香,这样效率比较的低,这样会影响回路电感的产能;同时人工操作焊接位劳动强度大,焊接时松香挥发有异味,并且此工位有高温安全隐患,现在需要一种针对与回路电感进行涂抹松香与焊接的自动化设备。
技术实现思路
1、针对上述现有技术的不足,本实用新型提出了端子点松香与焊接自动化生产设备,通过自动化生产的方式对回路电感引脚进行涂抹松香与自动化焊接,这样提高产能,同时无需人工进行涂抹松香与焊接操作。
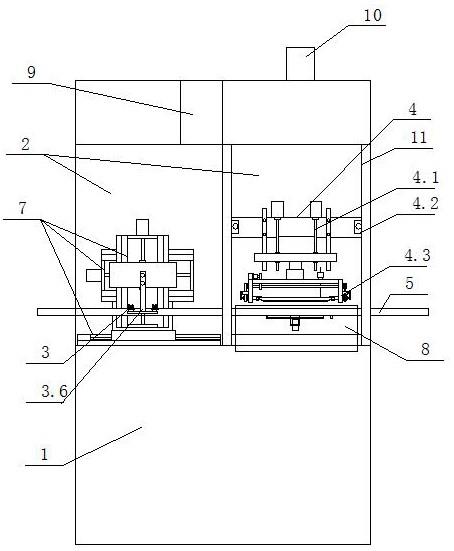
2、为实现上述的目的,本实用新型的方案:端子点松香与焊接自动化生产设备,包括机架、机架安全罩、点松香机构与焊接机构,其中在机架上设置有两组并排设置的机架安全罩,在每组机架安全罩内分别设置有点松香机构与焊接机构,在机架上设置有输送机构,其中输送机构从外界贯穿两个机架安全罩,将装夹有回路电感的治具依次输送到点松香机构与焊接机构上;点松香机构设置在输送机构的两侧,点松香机构与机架之间设置有三轴运动组件,通过三轴运动组件实现点松香机构移动为多个回路电感点松香;焊接机构包括升降组件、平移组件与焊接组件,焊接组件通过平移组件与升降组件进行升降,在输送机构一侧的机架上设置有焊接锡炉且焊接锡炉位于焊接组件的正下方;焊接组件包括安装架、装夹组件、旋转组件与探锡组件,安装架上设置有两组装夹组件,通过两组装夹组件实现对治具的两端进行装夹,在装夹组件上设置有旋转组件,通过旋转组件实现装夹组件的旋转,在安装架上设置有竖直向下的探锡组件。
3、优选地,安装架的两端向下延伸,装夹组件包括夹臂、旋转轴与拉杆,旋转轴通过旋转连接的方式安装在安装架上,在旋转轴内侧固定有安装座,在安装座上铰接两个夹臂,两个夹臂内侧铰接有联动杆,拉杆一端穿过旋转轴与两根联动杆铰接,拉杆的另外一端通过旋转配合的方式连接有装夹气缸,装夹气缸安装在安装架上,通过装夹气缸的伸缩实现夹臂对治具两端进行装夹/松开;在旋转轴与安装架之间设置有旋转组件,旋转组件包括传动轮与驱动电机,驱动电机安装在安装架上,在安装架上通过轴承安装有旋转杆,驱动电机与旋转杆通过传动轮与皮带进行传动,在旋转杆与旋转轴之间通过传动轮与皮带进行传动,这样实现装夹组件的旋转;探锡组件即为液位传感器,当焊接机构下降的时候,保证治具与焊锡液面的位置。
4、优选地,点松香机构包括点松香头、联动架与安装座,联动架为h型架,联动架对输送机构与治具进行让位,联动架安装在三轴运动组件,通过三轴运动组件实现联动架沿着输送机构进行移动,在联动架两端的底部安装有安装板,在安装板上设置有多个安装座,在安装座与安装板之间设置有气缸,在安装座上安装有点松香头,点松香头相对设置,点松香头与回路电感接触进行点松香。
5、优选地,点松香头包括调节组件、松香导管与点松香导杆,在安装座上安装有调节组件,在安装座上安装有调整座,调节组件包括滑块、固定座与调程螺栓,在安装座上安装有滑块,在滑块上卡设有在滑块上移动的固定座,在调整座上穿过有调程螺栓且调程螺栓末端设置有弹簧且弹簧通过焊接的方式固定在固定座上,在固定座上安装有点松香导杆,在点松香导杆内部穿过有松香导管,松香导管通过管道与上松香机连通且上松香机安装在机架安全罩外壁上,上松香机通过高压将松香送到到点松香导杆的端部
6、优选地,输送机构包括输送槽、输送皮带、抬料组件与定位组件,其中治具放置在输送槽内,在输送槽底部设置有输送皮带,通过输送皮带实现治具的输送,在输送槽槽底开有凹槽,在凹槽内嵌入有抬料组件且输送皮带对抬料组件进行让位;抬料组件包括抬料气缸与抬料板,抬料板嵌入到输送槽槽底的凹槽内,在输送槽底部安装有抬料气缸,抬料气缸的活塞杆穿过输送槽与抬料板的底部连接,在输送槽槽体设置有定位组件,定位组件即为红外反射传感器,当红外反射传感器触发的时候,装夹组件与治具位置相对。
7、优选地,在焊接锡炉内设置有刮板,在刮板与焊接锡炉之间设置有伸缩组件。
8、优选地,在机架安全罩的顶部设置有抽风口,通过抽风口将机架安全罩内的废气抽走;在焊接安全罩上设置有多道相对设置的安全光栅。
9、与现有技术相比,本实用新型的优点在于:通过自动化生产的方式对回路电感引脚进行涂抹松香与自动化焊接,这样提高产能,同时无需人工进行涂抹松香与焊接操作。
技术特征:
1.端子点松香与焊接自动化生产设备,包括机架、机架安全罩、点松香机构与焊接机构,其中在机架上设置有两组并排设置的机架安全罩,在每组机架安全罩内分别设置有点松香机构与焊接机构,在机架上设置有输送机构,其中输送机构从外界贯穿两个机架安全罩,将装夹有回路电感的治具依次输送到点松香机构与焊接机构上;点松香机构设置在输送机构的两侧,点松香机构与机架之间设置有三轴运动组件,通过三轴运动组件实现点松香机构移动为多个回路电感点松香;其特征在于,焊接机构包括升降组件、平移组件与焊接组件,焊接组件通过平移组件与升降组件进行升降,在输送机构一侧的机架上设置有焊接锡炉且焊接锡炉位于焊接组件的正下方;焊接组件包括安装架、装夹组件、旋转组件与探锡组件,安装架上设置有两组装夹组件,通过两组装夹组件实现对治具的两端进行装夹,在装夹组件上设置有旋转组件,通过旋转组件实现装夹组件的旋转,在安装架上设置有竖直向下的探锡组件。
2.根据权利要求1所述的端子点松香与焊接自动化生产设备,其特征在于,安装架的两端向下延伸,装夹组件包括夹臂、旋转轴与拉杆,旋转轴通过旋转连接的方式安装在安装架上,在旋转轴内侧固定有安装座,在安装座上铰接两个夹臂,两个夹臂内侧铰接有联动杆,拉杆一端穿过旋转轴与两根联动杆铰接,拉杆的另外一端通过旋转配合的方式连接有装夹气缸,装夹气缸安装在安装架上,通过装夹气缸的伸缩实现夹臂对治具两端进行装夹/松开;在旋转轴与安装架之间设置有旋转组件,旋转组件包括传动轮与驱动电机,驱动电机安装在安装架上,在安装架上通过轴承安装有旋转杆,驱动电机与旋转杆通过传动轮与皮带进行传动,在旋转杆与旋转轴之间通过传动轮与皮带进行传动,这样实现装夹组件的旋转;探锡组件即为液位传感器,当焊接机构下降的时候,保证治具与焊锡液面的位置。
3.根据权利要求2所述的端子点松香与焊接自动化生产设备,其特征在于,点松香机构包括点松香头、联动架与安装座,联动架为h型架,联动架对输送机构与治具进行让位,联动架安装在三轴运动组件,通过三轴运动组件实现联动架沿着输送机构进行移动,在联动架两端的底部安装有安装板,在安装板上设置有多个安装座,在安装座与安装板之间设置有气缸,在安装座上安装有点松香头,点松香头相对设置,点松香头与回路电感接触进行点松香。
4.根据权利要求3所述的端子点松香与焊接自动化生产设备,其特征在于,点松香头包括调节组件、松香导管与点松香导杆,在安装座上安装有调节组件,在安装座上安装有调整座,调节组件包括滑块、固定座与调程螺栓,在安装座上安装有滑块,在滑块上卡设有在滑块上移动的固定座,在调整座上穿过有调程螺栓且调程螺栓末端设置有弹簧且弹簧通过焊接的方式固定在固定座上,在固定座上安装有点松香导杆,在点松香导杆内部穿过有松香导管,松香导管通过管道与上松香机连通且上松香机安装在机架安全罩外壁上,上松香机通过高压将松香送到到点松香导杆的端部。
5.根据权利要求4所述的端子点松香与焊接自动化生产设备,其特征在于,输送机构包括输送槽、输送皮带、抬料组件与定位组件,其中治具放置在输送槽内,在输送槽底部设置有输送皮带,通过输送皮带实现治具的输送,在输送槽槽底开有凹槽,在凹槽内嵌入有抬料组件且输送皮带对抬料组件进行让位;抬料组件包括抬料气缸与抬料板,抬料板嵌入到输送槽槽底的凹槽内,在输送槽底部安装有抬料气缸,抬料气缸的活塞杆穿过输送槽与抬料板的底部连接,在输送槽槽体设置有定位组件,定位组件即为红外反射传感器,当红外反射传感器触发的时候,装夹组件与治具位置相对。
6.根据权利要求5所述的端子点松香与焊接自动化生产设备,其特征在于,在焊接锡炉内设置有刮板,在刮板与焊接锡炉之间设置有伸缩组件。
7.根据权利要求6所述的端子点松香与焊接自动化生产设备,其特征在于,在机架安全罩的顶部设置有抽风口,通过抽风口将机架安全罩内的废气抽走;在焊接安全罩上设置有多道相对设置的安全光栅。
技术总结
本技术公开了端子点松香与焊接自动化生产设备,包括机架、机架安全罩、点松香机构与焊接机构,其中在机架上设置有两组并排设置的机架安全罩,在每组机架安全罩内分别设置有点松香机构与焊接机构,在机架上设置有输送机构,其中输送机构从外界贯穿两个机架安全罩,将装夹有回路电感的治具依次输送到点松香机构与焊接机构上;通过自动化生产的方式对回路电感引脚进行涂抹松香与自动化焊接,这样提高产能,同时无需人工进行涂抹松香与焊接操作。
技术研发人员:郭先云,张宏,汪杰,王宗平
受保护的技术使用者:胜美达电机(常德)有限公司
技术研发日:20230427
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!