一种型材叠加焊接固定装置的制作方法
本技术属于型材钢结构焊接,特别涉及一种型材叠加焊接固定装置。
背景技术:
1、型材钢结构焊接时,对于型材叠加焊接一般都是采取直接焊接的方式,该方式的弊端主要为焊接时焊材晃动容易使上下型材位移,造成焊接偏差,产生废料,加大了施工成本。
技术实现思路
1、本实用新型的目的在于提供一种型材叠加焊接固定装置,解决了焊接时焊材晃动容易使上下型材位移,造成焊接偏差,产生废料的问题。
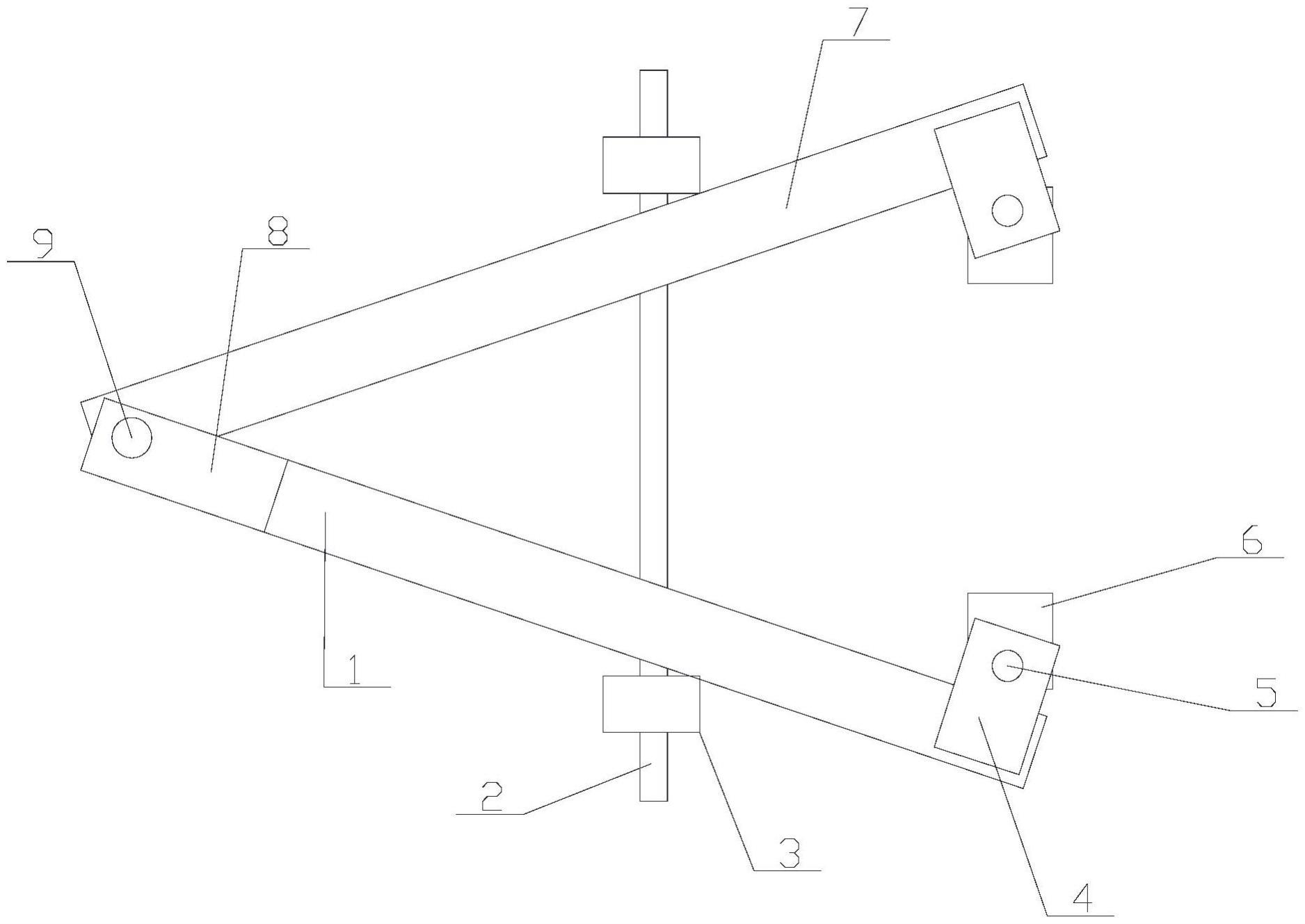
2、一种型材叠加焊接固定装置,包括下夹杆1、栓杆2、螺母3、前连接板4、前转轴5、压块6、上夹杆7、后连接板8和后转轴9,组合使用;将下夹杆1一端焊接两块后连接板8;上夹杆7一端通过后转轴9与两块后连接板8之间连接;上夹杆7开设一矩形孔,矩形孔尺寸为100*20mm;栓杆2同时穿过上夹杆7的矩形孔和下夹杆1中部位置,并用两个螺母3在两端拧紧固定;四块前连接板4分别两两焊接在上夹杆7和下夹杆1另一端;两个压块6分别通过两个前转轴5固定在前连接板4之间。
3、所述的下夹杆1、上夹杆7和压块6均为截面尺寸50*50mm的方管,加工而成,长度分别为500mm、400mm和100mm。
4、所述的栓杆2直径20mm,长300mm;螺母3直径20mm;前转轴5直径20mm,长90mm;后转轴9直径16mm,长90mm。
5、所述的前连接板4为14mm厚钢板,加工而成,尺寸为100*50mm;后连接板8为14mm厚钢板,加工而成,尺寸为90*50mm。
6、使用时,将上型材12和下型材11按设计要求叠加在一起,之后放在操作台10上,然后将焊接固定装置的上夹杆7和下夹杆1上下夹住操作台10的边台与上型材12,之后拧紧栓杆2两端的螺母3,使上夹杆7与下夹杆1加紧上型材12和下型材11的叠加体,然后对上型材12和下型材11之间进行焊接。
7、本实用新型的优点在于,该焊接固定装置组装简单,操作方便,避免了由于焊材的晃动造成上下型材的位移,减少了焊接废料的产生,降低了施工成本,具有良好的经济效益。
技术特征:
1.一种型材叠加焊接固定装置,其特征在于,包括下夹杆(1)、栓杆(2)、螺母(3)、前连接板(4)、前转轴(5)、压块(6)、上夹杆(7)、后连接板(8)和后转轴(9);下夹杆(1)一端焊接两块后连接板(8);上夹杆(7)一端通过后转轴(9)与两块后连接板(8)之间连接;上夹杆(7)开设一矩形孔;栓杆(2)同时穿过上夹杆(7)的矩形孔和下夹杆(1)中部位置,用两个螺母(3)在两端固定;四块前连接板(4)分别两两焊接在上夹杆(7)和下夹杆(1)另一端;两个压块(6)分别通过两个前转轴(5)固定在前连接板(4)之间。
2.根据权利要求1所述固定装置,其特征在于,上夹杆(7)的矩形孔尺寸为100*20mm。
3.根据权利要求1所述固定装置,其特征在于,所述的下夹杆(1)、上夹杆(7)和压块(6)均为截面尺寸50*50mm的方管,长度分别为500mm、400mm和100mm。
4.根据权利要求1所述固定装置,其特征在于,所述的栓杆(2)直径20mm,长300mm;螺母(3)直径20mm;前转轴(5)直径20mm,长90mm;后转轴(9)直径16mm,长90mm。
5.根据权利要求1所述固定装置,其特征在于,所述的前连接板(4)为14mm厚钢板,尺寸为100*50mm;后连接板(8)为14mm厚钢板,尺寸为90*50mm。
技术总结
一种型材叠加焊接固定装置,属于型材钢结构焊接技术领域。固定装置包括下夹杆、栓杆、螺母、前连接板、前转轴、压块、上夹杆、后连接板和后转轴;下夹杆一端焊接两块后连接板;上夹杆一端通过后转轴与两块后连接板之间连接;上夹杆开设一矩形孔;栓杆同时穿过上夹杆的矩形孔和下夹杆中部位置,用两个螺母在两端固定;四块前连接板分别两两焊接在上夹杆和下夹杆另一端;两个压块分别通过两个前转轴固定在前连接板之间。优点在于,焊接固定装置组装简单,操作方便,避免了由于焊材的晃动造成上下型材的位移,减少了焊接废料的产生,降低了施工成本。
技术研发人员:邓恩兵,程广,田海丰,鲁建文,郭宗昉
受保护的技术使用者:北京首钢建设集团有限公司
技术研发日:20230501
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!