一种O型圈与螺纹接头的自动压装装置的制作方法
本技术涉及压装装置,尤其涉及一种o型圈与螺纹接头的自动压装装置。
背景技术:
1、在一些有水路、气路或其它有液体通道的产品上,经常用到螺纹接头来连接水管,为了保证气密性,螺纹接头处需要安装o型圈来密封,常见的o型圈与螺纹接头装方式:是手工挤压o型圈,把o型圈挤压到螺纹接头上的凹槽内。此种操作的问题:手工挤压o型圈,需要一定的力度,长时间重复操作,作业人员容易疲劳,另外手工一次只能装配一个o型圈,效率低下,还有手工挤压操作,有时候o型圈会装不平整,容易造成泄漏风,所以我们提出了一种o型圈与螺纹接头的自动压装装置,用以解决上述所提出的问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在一些有水路、气路或其它有液体通道的产品上,经常用到螺纹接头来连接水管,为了保证气密性,螺纹接头处需要安装o型圈来密封,常见的o型圈与螺纹接头装方式:是手工挤压o型圈,把o型圈挤压到螺纹接头上的凹槽内。此种操作的问题:手工挤压o型圈,需要一定的力度,长时间重复操作,作业人员容易疲劳,另外手工一次只能装配一个o型圈,效率低下,还有手工挤压操作,有时候o型圈会装不平整,容易造成泄漏风的缺点,而提出的一种o型圈与螺纹接头的自动压装装置。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种o型圈与螺纹接头的自动压装装置,包括,
4、底板,所述底板的顶部固定安装有四个导向柱,
5、顶板,所述顶板固定安装在四个导向柱的顶部;
6、按压组件,且按压组件设置在顶板的底部,按压组件连接有按压司筒并可推动按压司筒上下移动;
7、开合组件,所述开合组件设置在底板上,且开合组件夹持有螺纹接头,所述螺纹接头设置有用于放置o型圈的安装槽,以及
8、气压控制组件,所述气压控制组件为按压组件以及开合组件提供驱动力。
9、优选的,所述按压组件包括固定安装在顶板底部的按压气缸,所述按压气缸的活塞杆的端部固定连接有导向板,所述导向板的底部固定安装有多个按压司筒,四个所述导向柱均贯穿导向板并和导向板滑动连接。
10、优选的,所述开合组件包括固定安装在底板顶部的第一开合气缸和第二开合气缸,所述第一开合气缸的活塞杆的端部固定安装有第一滑动块,所述第二开合气缸的活塞杆的端部固定安装有第二滑动块,所述第一滑动块和第二滑动块均呈e形状,且第一滑动块和第二滑动块贴合形成多个用于夹持螺纹接头的定位槽,所述底板开设多个和定位槽相对应的落料孔,且落料孔的孔径大于定位槽。
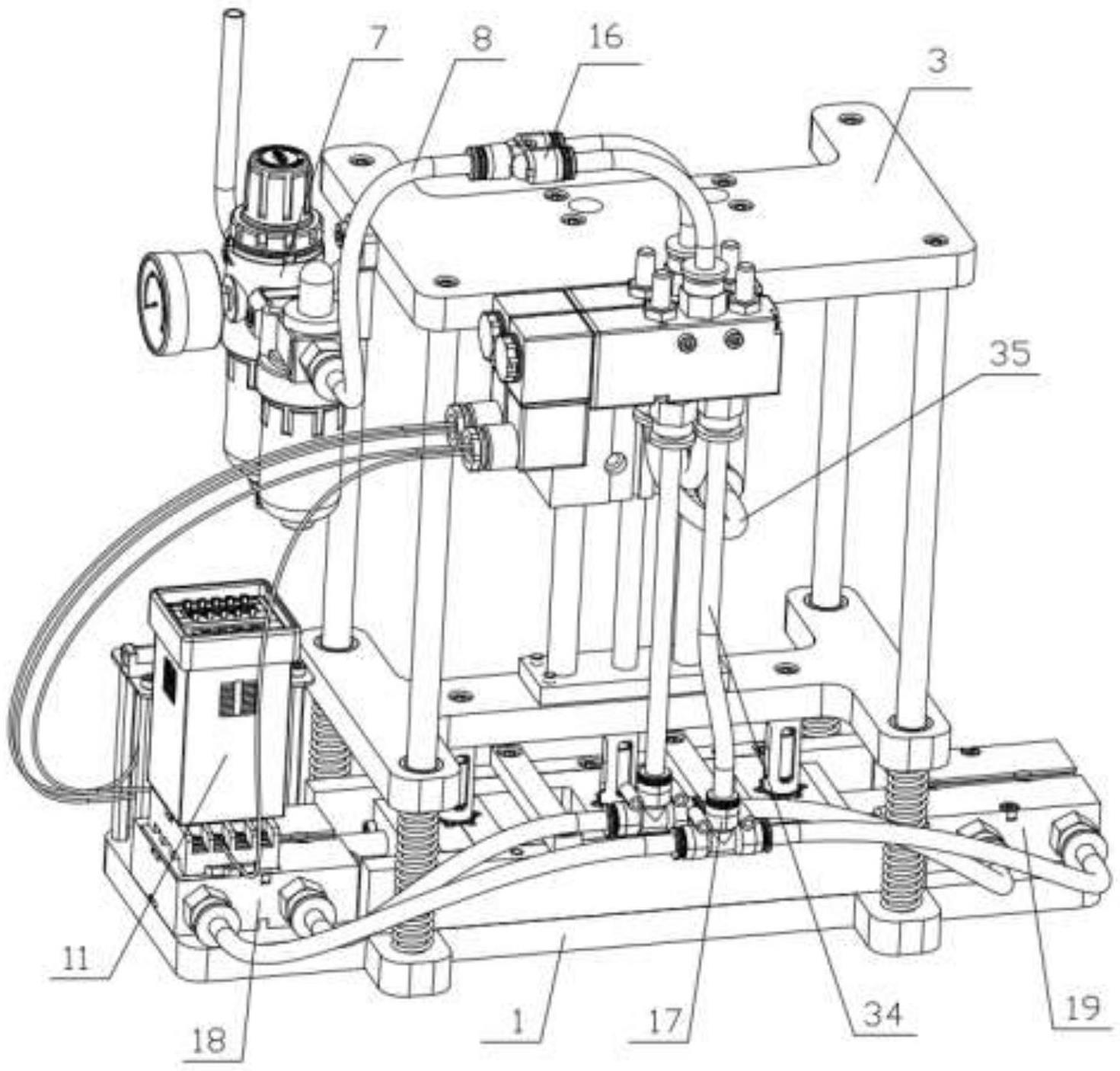
11、优选的,所述气压控制组件包括固定安装在底板的继电器和电源控制板,且电源控制板的底部设置四个间隔柱固定在底板,所述电源控制板的中心位置固定安装有电源开关以及电源指示灯,且电源开关和电源指示灯电性连接,所述顶板的一侧固定安装有调压器,所述调压器气路连接口固定安装有第一气管,第一气管设置有y型接头,所述y型接头分别连接有第一电磁阀和第二电磁阀,所述第一电磁阀的气路接口连接有第二气管,且第二气管上设置有t型接头,所述第二气管通过t型接头分别和第一开合气缸以及第二开合气缸相连接,所述第一电磁阀可控制第一开合气缸以及第二开合气缸的启闭,所述第二电磁阀的接口气路连接的第三气管和按压气缸连接,所述电源开关分别通过电线控制第一电磁阀和第二电磁阀的开合。
12、所述导向柱的外侧套设有缓冲弹簧,所述缓冲弹簧的底端和底板的顶部固定连接。
13、优选的,所述底板上安装有第一导轨、第二导轨以及位于第一导轨、第二导轨之间的第三导轨,所述第一导轨和第二导轨分别和第二滑动块和第一滑动块滑动连接,所述第一滑动块和第二滑动块均和第三导轨滑动连接。
14、优选的,所述底板的顶部固定安装有两个侧面护板,所述两个侧面护板位于第一滑动块和第二滑动块的前后两侧,两个侧面护板的顶部固定安装有多个连接压条。
15、本实用新型,在使用时,o型圈15套在对应的螺纹接头14上可以实现一次性自动化压装多个o型圈15和螺纹接头14,且压装完成后,可以实现自动落料,不需要手工取出,既降低了作业强度,又极大的提高了装配效率;本实用新型操作简单方便,简单易懂,具有普遍的实用性。
技术特征:
1.一种o型圈与螺纹接头的自动压装装置,其特征在于,包括,
2.根据权利要求1所述的一种o型圈与螺纹接头的自动压装装置,其特征在于,所述按压组件包括固定安装在顶板(3)底部的按压气缸(23),所述按压气缸(23)的活塞杆的端部固定连接有导向板(13),所述导向板(13)的底部固定安装有多个按压司筒(24),四个所述导向柱(2)均贯穿导向板(13)并和导向板(13)滑动连接。
3.根据权利要求2所述的一种o型圈与螺纹接头的自动压装装置,其特征在于,所述开合组件包括固定安装在底板(1)顶部的第一开合气缸(18)和第二开合气缸(19),所述第一开合气缸(18)的活塞杆的端部固定安装有第一滑动块(20),所述第二开合气缸(19)的活塞杆的端部固定安装有第二滑动块(21),所述第一滑动块(20)和第二滑动块(21)均呈e形状,且第一滑动块(20)和第二滑动块(21)贴合形成多个用于夹持螺纹接头(14)的定位槽(22),所述底板(1)开设多个和定位槽(22)相对应的落料孔(30),且落料孔(30)的孔径大于定位槽(22)。
4.根据权利要求3所述的一种o型圈与螺纹接头的自动压装装置,其特征在于,所述气压控制组件包括固定安装在底板(1)的继电器(11)和电源控制板(12),且电源控制板(12)的底部设置四个间隔柱(27)固定在底板(1),所述电源控制板(12)的中心位置固定安装有电源开关(25)以及电源指示灯(26),且电源开关(25)和电源指示灯(26)电性连接,所述顶板(3)的一侧固定安装有调压器(7),所述调压器(7)气路连接口固定安装有第一气管(8),第一气管(8)设置有y型接头(16),所述y型接头(16)分别连接有第一电磁阀(9)和第二电磁阀(10),所述第一电磁阀(9)的气路接口连接有第二气管(34),且第二气管(34)上设置有t型接头(17),所述第二气管(34)通过t型接头(17)分别和第一开合气缸(18)以及第二开合气缸(19)相连接,所述第一电磁阀(9)可控制第一开合气缸(18)以及第二开合气缸(19)的启闭,所述第二电磁阀(10)的接口气路连接的第三气管(35)和按压气缸(23)连接,所述电源开关(25)分别通过电线控制第一电磁阀(9)和第二电磁阀(10)的开合。
5.根据权利要求4所述的一种o型圈与螺纹接头的自动压装装置,其特征在于,所述导向柱(2)的外侧套设有缓冲弹簧(4),所述缓冲弹簧(4)的底端和底板(1)的顶部固定连接。
6.根据权利要求5所述的一种o型圈与螺纹接头的自动压装装置,其特征在于,所述底板(1)上安装有第一导轨(31)、第二导轨(32)以及位于第一导轨(31)、第二导轨(32)之间的第三导轨(33),所述第一导轨(31)和第二导轨(32)分别和第二滑动块(21)和第一滑动块(20)滑动连接,所述第一滑动块(20)和第二滑动块(21)均和第三导轨(33)滑动连接。
7.根据权利要求1所述的一种o型圈与螺纹接头的自动压装装置,其特征在于,所述底板(1)的顶部固定安装有两个侧面护板(5),所述两个侧面护板(5)位于第一滑动块(20)和第二滑动块(21)的前后两侧,两个侧面护板(5)的顶部固定安装有多个连接压条(6)。
技术总结
本技术属于压装装置领域,尤其是一种O型圈与螺纹接头的自动压装装置,现提出如下方案,其包括,底板,所述底板的顶部固定安装有四个导向柱,顶板,所述顶板固定安装在四个导向柱的顶部;按压组件,且按压组件设置在顶板的底部,按压组件连接有按压司筒并可推动按压司筒上下移动;开合组件,所述开合组件设置在底板上,且开合组件夹持有螺纹接头,所述螺纹接头设置有用于放置O型圈的安装槽,以及气压控制组件,本技术可以实现一次性自动化压装多个O型圈15和螺纹接头14,且压装完成后,可以实现自动落料,不需要手工取出,既降低了作业强度,又极大的提高了装配效率;本技术操作简单方便,简单易懂,具有普遍的实用性。
技术研发人员:张长兴,黄晓阳
受保护的技术使用者:溢洋光电(深圳)有限公司
技术研发日:20230505
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!