一种线下夹具气路控制系统的制作方法
本技术属于夹具控制,具体地,涉及一种线下夹具气路控制系统。
背景技术:
1、当前的夹具调节模式需要占用量产生产线。考虑到量产生产的排班安排,生产线经常无空闲时间用于调节夹具,因此只能和制造部门沟通上线时间或利用中午休息时间调节夹具,导致一套夹具的调节需要数天才能完成,且无法线下手工焊件,严重影响新车型的零件交付和精度提升,可能导致客户新车型缺件和精度不足。
2、公开号为cn217316971u的实用新型专利涉及一种线路板焊接夹具,采用气路控制夹具来对工件进行夹紧,再通过泄压阀来完成松开。然而该方案的泄压阀不能独立控制一个夹具,使用时较为麻烦。此外,在使用过程中需要切换夹具时,不同夹具间的气源替换麻烦且费时。
技术实现思路
1、为解决上述背景技术中存在的技术问题,本实用新型提供了一种线下夹具气路控制系统。
2、本实用新型的目的可以通过以下技术方案实现:
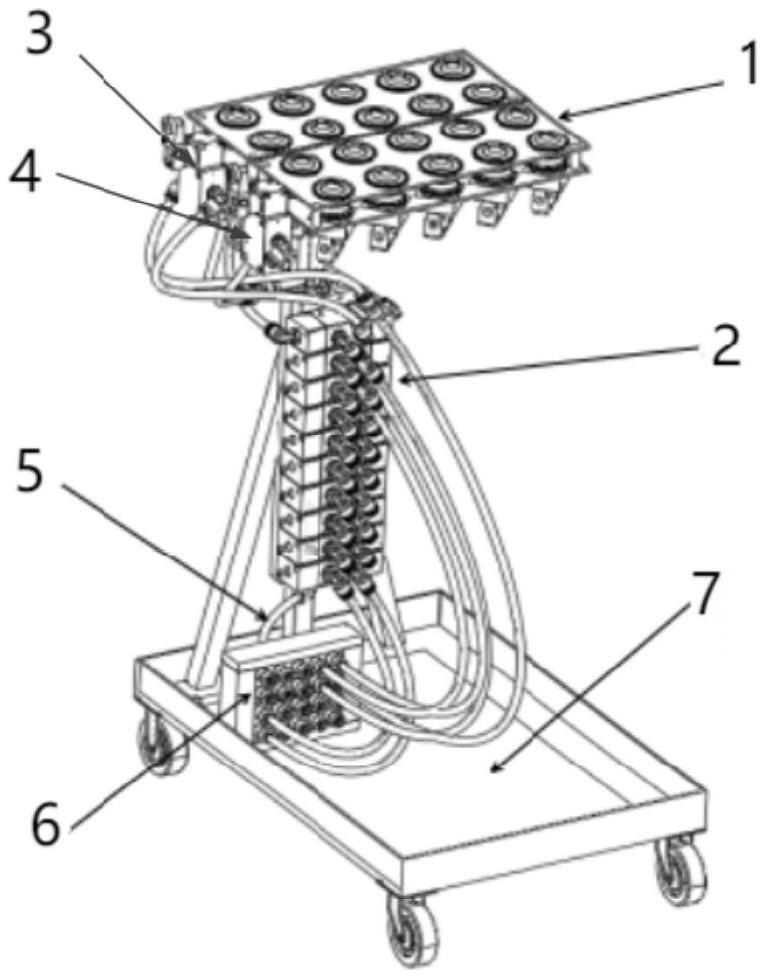
3、一种线下夹具气路控制系统,其特征在于:包括夹具、控制面板、多路气控阀、第一泄压阀、第二泄压阀、快插接头和若干气管;所述控制面板包括第一路气排和第二路气排;所述第一路气排的一端连接所述夹具,另一端连接所述第一泄压阀;所述第二路气排的一端连接所述夹具,另一端连接所述第二泄压阀;所述多路气控阀通过所述气管连接所述第一泄压阀和/或第二泄压阀;所述快插接头连接外部气源,还通过所述气管连接所述多路气控阀;所述多路气控阀为十路气控阀;所述控制面板还设有供电接口和感应灯,所述供电接口与感应灯电连接;所述夹具设有夹具电源接口,所述夹具电源接口与供电接口电连接。
4、作为优选实施例,所述夹具为一个十路气夹具。
5、作为优选实施例,所述夹具为两个多路气夹具;所述多路气夹具为五路气以下的多路气夹具。
6、作为优选实施例,所述快插接头为两个。
7、作为优选实施例,所述泄压阀为手动泄压阀。
8、作为优选实施例,所述控制系统还包括支撑架;所述控制面板和所述多路气控阀与所述支撑架连接。
9、作为优选实施例,所述控制系统还包括底座;所述支撑架和所述快插接头设于所述底座的顶面;所述底座的底面设有滚轮。
10、与现有技术相比,本实用新型具有如下有益效果:
11、本实用新型提供的第一路气排和第二路气排可连接不同的气源输入,在切换夹具时可仅更换气排,以大幅减小切换时间,提高工作效率。
12、本实用新型可通过第一泄压阀和第二泄压阀分别独立控制第一路气排和第二路气排连接的夹具,增强了使用的灵活性。
13、本实用新型采用的第一路气排和第二路气排为标准件,因此具有很强的通用性,可应对大多数夹具的调节和手工焊件。此外,本实用新型的气路、结构简单耐用,且无需专门学习,使用方便。
技术特征:
1.一种线下夹具气路控制系统,其特征在于:包括夹具、控制面板、多路气控阀、第一泄压阀、第二泄压阀、快插接头和若干气管;所述控制面板包括第一路气排和第二路气排;所述第一路气排的一端连接所述夹具,另一端连接所述第一泄压阀;所述第二路气排的一端连接所述夹具,另一端连接所述第二泄压阀;所述多路气控阀通过所述气管连接所述第一泄压阀和/或第二泄压阀;所述快插接头连接外部气源,还通过所述气管连接所述多路气控阀;所述多路气控阀为十路气控阀;所述控制面板还设有供电接口和感应灯,所述供电接口与感应灯电连接;所述夹具设有夹具电源接口,所述夹具电源接口与供电接口电连接。
2.根据权利要求1所述的控制系统,其特征在于:所述夹具为一个十路气夹具。
3.根据权利要求1所述的控制系统,其特征在于:所述夹具为两个多路气夹具;所述多路气夹具为五路气以下的多路气夹具。
4.根据权利要求1所述的控制系统,其特征在于:所述快插接头为两个。
5.根据权利要求1所述的控制系统,其特征在于:所述泄压阀为手动泄压阀。
6.根据权利要求1所述的控制系统,其特征在于:还包括支撑架;所述控制面板和所述多路气控阀与所述支撑架连接。
7.根据权利要求6所述的控制系统,其特征在于:还包括底座;所述支撑架和所述快插接头设于所述底座的顶面;所述底座的底面设有滚轮。
技术总结
本技术涉及一种线下夹具气路控制系统,属于夹具控制技术领域。所述包括夹具、控制面板、多路气控阀、第一泄压阀、第二泄压阀、快插接头和若干气管;控制面板包括第一路气排和第二路气排;第一路气排的一端连接夹具,另一端连接第一泄压阀;第二路气排的一端连接夹具,另一端连接第二泄压阀;多路气控阀通过气管连接第一泄压阀和/或第二泄压阀;快插接头连接外部气源,还通过气管连接多路气控阀;多路气控阀为十路气控阀。控制面板还设有供电接口和感应灯。本技术在切换夹具时可仅更换气排,以大幅减小切换时间,从而提高工作效率,并且在使用时可通过第一泄压阀和第二泄压阀独立控制连接不同气路的夹具,增强了使用的灵活性。
技术研发人员:吴钟文,张大富,陈少烈,吴润东
受保护的技术使用者:广州宇龙汽车零部件有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!