一种凸轮轴定位夹紧工装的制作方法
本技术涉及轴箱定位装置,具体涉及一种凸轮轴定位夹紧工装。
背景技术:
1、凸轮轴是发动机配气结构的一部分,专门驱动气门按时开启和关闭,作用是保证发动机在工作中定时为气缸吸进新鲜的可燃混合气,并及时将燃烧后的废气排出气缸。凸轮轴是发动机上非常重要的零件,它会影响整个发动机的性能,凸轮轴是喷油泵的核心传动动力元件之一,其键槽与各凸轮间相位夹角的加工精度直接影响到喷油泵的性能指标,目前,传统采用的凸轮轴工装定位方式,采用特质顶尖,非常麻烦,可靠性差,工装制作成本高,重复性不好,定位精度不高,影响工件的质量和加工效率。
技术实现思路
1、本实用新型的目的在于提供一种凸轮轴定位夹紧工装,以解决现有的传统凸轮轴定位工装成本高昂,重复定位精度不高的问题。
2、本实用新型解决上述技术问题的技术方案如下:
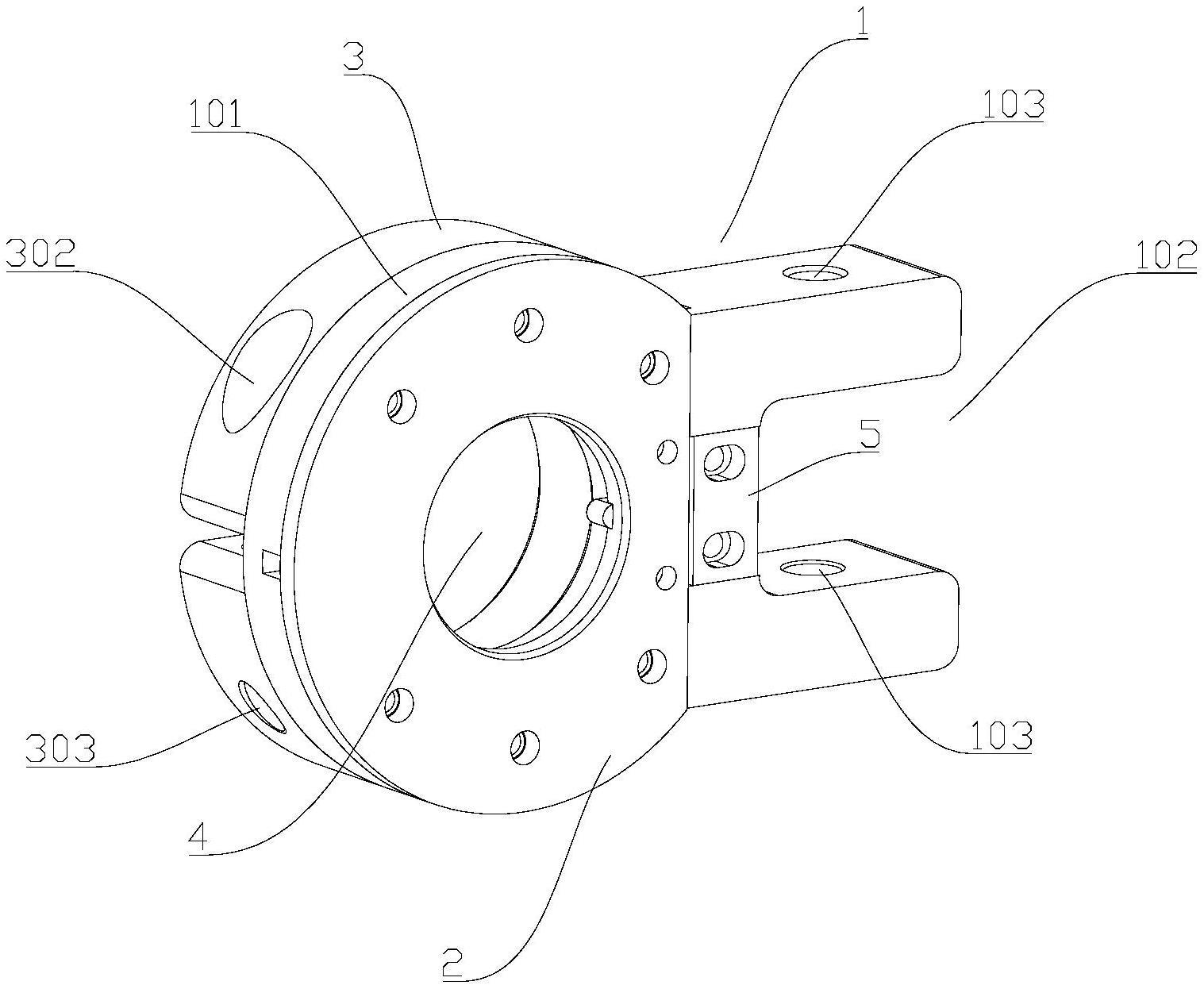
3、一种凸轮轴定位夹紧工装,其包括工装主体以及分别设置在工装主体两侧的轴向定位板和夹紧板;工装主体、轴向定位板和夹紧板的端面依次设置有工件定位孔,并且工装主体、轴向定位板和夹紧板之间通过第一定位销和第一紧固件连接;工装主体包括相互连接的定位块和连接块,定位块设置有工件定位孔,轴向定位板和夹紧板分别设置在定位块的两侧;连接块设置有用于与拨杆连接的拨杆螺纹孔,连接块上设置与轴向定位板连接的定位键。
4、采用上述技术方案的有益效果为:将工件放置在工装主体的工件定位孔中,将轴向定位板套在工件上并与工装主体连接,安装定位键限制工件的周向位置,将夹紧板套设在工件上并与工装主体连接,最后再将本工装放置在机床上,通过机床的左右顶尖进行工件的轴心定位,左方顶尖上的拨杆作业,工件经拨杆带动旋转进行加工。本技术方案仅需要通过把工件放置在工装主体的工件定位孔内实现轴线定位,工件端面使用轴向定位板实现轴向定位,通过定位键限制工件周向位置,通过夹紧板的连接实现工件夹紧工作,即可放置在设备顶尖上,使用拨杆带动工件旋转实现工件的各项高精度加工。操作简单且定位精度高,工件周向重复定位精度高。此外本实用新型的定位键、工装主体、夹紧板、轴向定位板均为可装配式,工装磨损后,只需更换对应分零件即可,大大降低了工装的制作和维护成本,并且柔性和互换性高,调试方便。
5、进一步地,轴向定位板与工装主体连接的一侧设置有定位台阶,定位台阶上设置有第一定位键避让槽,工装主体上设置有第二定位键避让槽,第一定位键避让槽和第二定位键避让槽之间形成定位空腔。
6、采用上述技术方案的有益效果为:定位台阶能让工件先进行轴向端面定位,定位台阶与定位键相配合使用,可对工件的周向进行限位。
7、进一步地,定位键的一端与连接块连接,定位键的另一端穿过定位空腔并伸入到工件定位孔中。
8、进一步地,连接块上设置有第三定位键避让槽,定位键通过第二紧固件与连接块连接。
9、进一步地,连接块包括第一连接臂和第二连接臂,第一连接臂和第二连接臂的一端相互连接,第三定位键避让槽设置在第一连接臂和第二连接臂的连接处,第一连接臂和第二连接臂的另一端相互远离平行设置并分别设置有拨杆螺纹孔。
10、进一步地,夹紧板设置有调节开口。
11、进一步地,夹紧板设置有第一调节孔和第二调节孔,第一调节孔和第二调节孔分别位于调节开口的两侧,第一调节孔和第二调节孔分别与调节开口连通。
12、本实用新型具有以下有益效果:
13、(1)本实用新型仅需要通过把工件放置在工装主体的工件定位孔内实现轴线定位,工件端面使用轴向定位板实现轴向定位,通过定位键限制工件周向位置,通过夹紧板的连接实现工件夹紧工作,即可放置在设备顶尖上,使用拨杆带动工件旋转实现工件的各项高精度加工。操作简单且定位精度高,工件周向重复定位精度高。
14、(2)本实用新型的定位键、工装主体、夹紧板、轴向定位板均为可装配式,工装磨损后,只需更换对应分零件即可,大大降低了工装的制作和维护成本,并且柔性和互换性高,调试方便。
15、(3)本实用新型定位台阶能让工件先进行轴向端面定位,定位台阶与定位键相配合使用,可对工件的周向进行限位。
技术特征:
1.一种凸轮轴定位夹紧工装,其特征在于,包括:工装主体(1)以及分别设置在所述工装主体(1)两侧的轴向定位板(2)和夹紧板(3);
2.根据权利要求1所述的凸轮轴定位夹紧工装,其特征在于,所述轴向定位板(2)与所述工装主体(1)连接的一侧设置有定位台阶(201),所述定位台阶(201)上设置有第一定位键避让槽(202),所述工装主体(1)上设置有第二定位键避让槽(104),所述第一定位键避让槽(202)和所述第二定位键避让槽(104)之间形成定位空腔(7)。
3.根据权利要求2所述的凸轮轴定位夹紧工装,其特征在于,所述定位键(5)的一端与所述连接块(102)连接,所述定位键(5)的另一端穿过所述定位空腔(7)并伸入到所述工件定位孔(4)中。
4.根据权利要求1所述的凸轮轴定位夹紧工装,其特征在于,所述连接块(102)上设置有第三定位键避让槽(105),所述定位键(5)通过第二紧固件与所述连接块(102)连接。
5.根据权利要求4所述的凸轮轴定位夹紧工装,其特征在于,所述连接块(102)包括第一连接臂(121)和第二连接臂(122),所述第一连接臂(121)和所述第二连接臂(122)的一端相互连接,所述第三定位键避让槽(105)设置在所述第一连接臂(121)和所述第二连接臂(122)的连接处,所述第一连接臂(121)和所述第二连接臂(122)的另一端相互远离平行设置并分别设置有所述拨杆螺纹孔(103)。
6.根据权利要求1至5任一项所述的凸轮轴定位夹紧工装,其特征在于,所述夹紧板(3)设置有调节开口(301)。
7.根据权利要求6所述的凸轮轴定位夹紧工装,其特征在于,所述夹紧板(3)设置有第一调节孔(302)和第二调节孔(303),所述第一调节孔(302)和所述第二调节孔(303)分别位于所述调节开口(301)的两侧,所述第一调节孔(302)和所述第二调节孔(303)分别与所述调节开口(301)连通。
技术总结
本技术公开了一种凸轮轴定位夹紧工装,涉及轴箱定位装置技术领域。一种凸轮轴定位夹紧工装,其包括工装主体以及分别设置在工装主体两侧的轴向定位板和夹紧板;工装主体、轴向定位板和夹紧板的端面依次设置有工件定位孔,并且工装主体、轴向定位板和夹紧板之间通过第一定位销和第一紧固件连接;工装主体包括相互连接的定位块和连接块;连接块设置有用于与拨杆连接的拨杆螺纹孔,连接块上设置与轴向定位板连接的定位键。本技术仅需要通过把工件放置在工装主体的工件定位孔内实现轴线定位,工件端面使用轴向定位板实现轴向定位,通过定位键限制工件周向位置,操作简单且定位精度高,工件周向重复定位精度高。
技术研发人员:吴含,丁士,阳仕留
受保护的技术使用者:成都金顶精密铸造有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!