一种含气动定位结构的多孔式真空吸盘的制作方法
本技术涉及数控加工设备,具体涉及一种含气动定位结构的多孔式真空吸盘。
背景技术:
1、在数控加工行业中,常见的加工方式有车削加工和铣削加工,两者在加工过程中都会产生极大的切削力,若切削量加大,加工的切削力也随之增大;为了保证加工作业时的人身安全及加工效率,零件的快速且稳固装夹尤为重要;例如铝板加工,常见的装夹方式有胶水、压板和真空吸盘,其中真空吸盘具有无损、易取放的特点,因此广泛运用于数控加工行业;传统的真空吸盘为沟槽加密封条结构,使用时需先在吸盘表面的沟槽内放置密封胶条,将气孔囊括在内形成封闭区域,再安装好定位销后再吸取零件,最后需要拆除掉定位销才能对零件进行加工;由于该种真空吸盘结构每次装夹都需要重新安装密封胶条和定位销,因此加工效率较低。
技术实现思路
1、本实用新型的目的是设计一种含气动定位结构的多孔式真空吸盘,以解决上述背景技术中提出的技术问题。
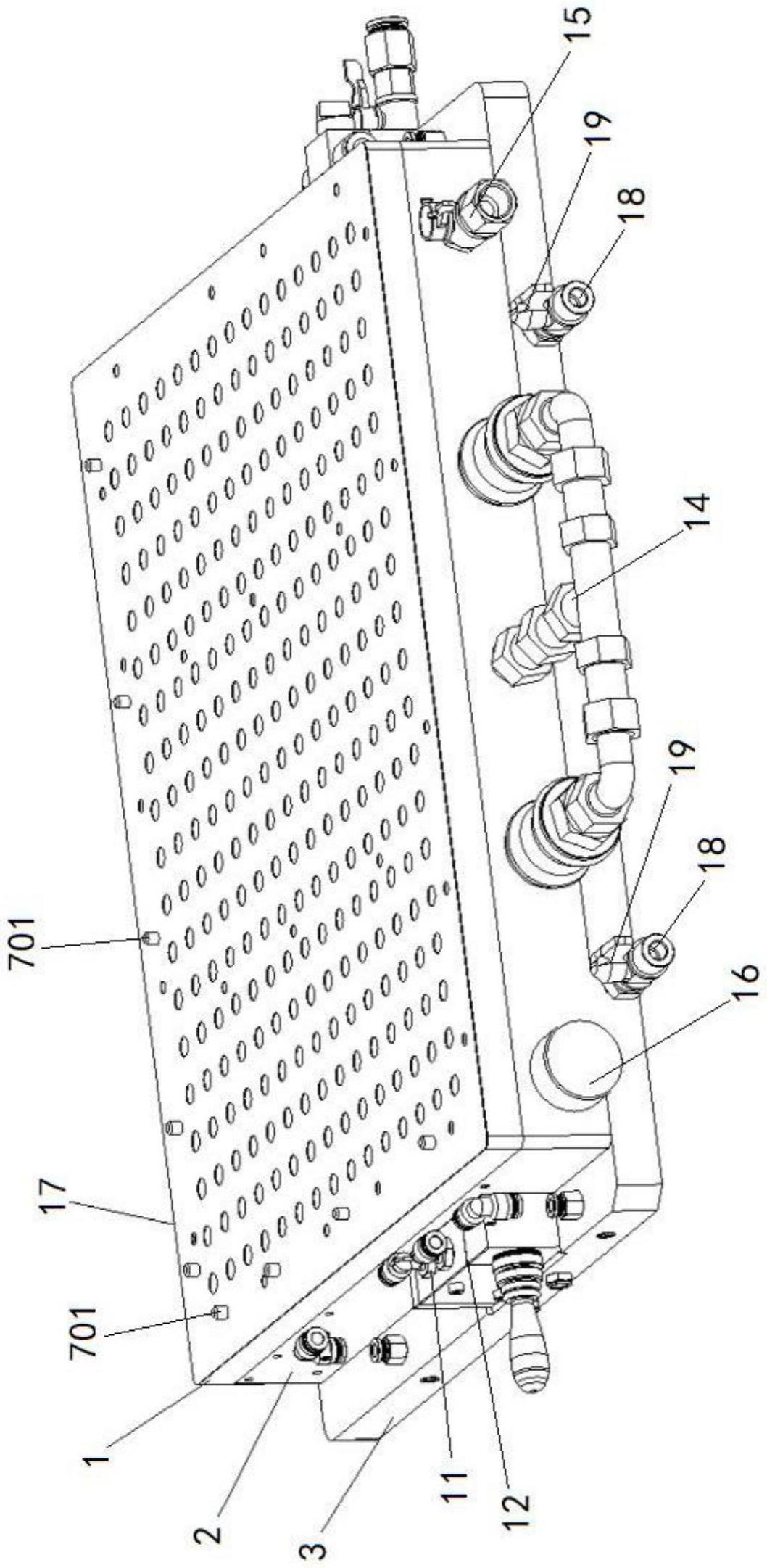
2、为实现上述目的,本实用新型提供如下技术方案:一种含气动定位结构的多孔式真空吸盘,包括工作台板、真空气室板和安装底板,所述真空气室板与所述安装底板连接,所述工作台板与所述真空气室板连接;所述真空气室板上至少设有两个真空气室,每个所述真空气室内设有若干安装孔和若干真空通孔,每个所述安装孔内设有可上下活动的气动定位结构,每个所述真空通孔内均安装有逻辑阀。
3、进一步的,所述气动定位结构包括定位柱和黄铜导向套,所述黄铜导向套与所述工作台板连接,所述定位柱贯穿所述安装孔延伸出所述黄铜导向套。
4、进一步的,所述定位柱连接有第一减震垫圈和第二减震垫圈,所述第一减震垫圈安装在所述定位柱的底部,所述第二减震垫圈设在所述定位柱上且位于所述黄铜导向套的下方。
5、进一步的,所述安装孔的顶部和底部分别连通有第一压缩流道和第二压缩流道,所述真空气室板的侧壁设有第一压缩气孔和第二压缩气孔,所述第一压缩流道通过第一压缩汇流道与所述第一压缩气孔连通,所述第二压缩流道通过第二压缩汇流道与所述第二压缩气孔连通,所述第一压缩气孔通过压缩气管与所述第二压缩气孔连通,所述压缩气管上设有手动阀,所述压缩气管连接有压缩气源。
6、进一步的,所述逻辑阀包括阀座、阀盖、阀芯和弹簧,所述阀座与所述真空气室板连接,所述阀盖与所述阀座连接,所述阀芯设在所述阀座和所述阀盖的中部,所述弹簧套接在所述阀芯上。
7、进一步的,所述阀盖的顶部连接有黄铜过滤片,所述黄铜过滤片覆盖于所述真空通孔的端部。
8、进一步的,所述真空通孔均连通有真空流道,所述真空气室板的侧壁设有多个真空输入孔和真空引出孔,所述真空输入孔的数量与所述真空气室的数量对应,对应的所述真空气室内的所述真空流道通过真空汇流道与对应的所述真空输入孔连通,多个所述真空输入孔通过真空气管与所述真空引出孔连通;所述真空输入孔和所述真空引出孔处均安装有第一球阀,所述真空引出孔连接有真空气源。
9、进一步的,所述真空气室板的侧壁安装有真空气压表,所述真空气压表与所述真空汇流道连接。
10、进一步的,所述工作台板连接有防滑垫。
11、进一步的,所述真空气室板的侧壁至少设有两个排水口,所述排水口与对应的所述真空气室连通,所述排水口处设有第二球阀。
12、与现有技术相比,本实用新型的有益效果:本实用新型在真空气室板上设置真空通孔和安装孔,在真空通孔内安装有逻辑阀,在安装孔内上下活动连接有气动定位结构;加工时,通过气动定位结构向上运动对加工件进行定位,定位完成后无需拆除气动定位结构,而是通过向下运动恢复原位;通过逻辑阀实现真空吸盘对加工件进行装夹,因此本实用新型每次装夹时无需重新安装气动定位结构以及密封条,提高了加工效率。
技术特征:
1.一种含气动定位结构的多孔式真空吸盘,其特征在于:包括工作台板(1)、真空气室板(2)和安装底板(3),所述真空气室板(2)与所述安装底板(3)连接,所述工作台板(1)与所述真空气室板(2)连接;所述真空气室板(2)上至少设有两个真空气室(4),每个所述真空气室(4)内设有若干安装孔(5)和若干真空通孔(6),每个所述安装孔(5)内设有可上下活动的气动定位结构(7),每个所述真空通孔(6)内均安装有逻辑阀(8)。
2.根据权利要求1所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述气动定位结构(7)包括定位柱(701)和黄铜导向套(702),所述黄铜导向套(702)与所述工作台板(1)连接,所述定位柱(701)贯穿所述安装孔(5)延伸出所述黄铜导向套(702)。
3.根据权利要求2所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述定位柱(701)连接有第一减震垫圈(9)和第二减震垫圈(10),所述第一减震垫圈(9)安装在所述定位柱(701)的底部,所述第二减震垫圈(10)设在定位柱(701)上且位于所述黄铜导向套(702)的下方。
4.根据权利要求1所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述安装孔(5)的顶部和底部分别连通有第一压缩流道和第二压缩流道,所述真空气室板(2)的侧壁设有第一压缩气孔和第二压缩气孔,所述第一压缩流道通过第一压缩汇流道与所述第一压缩气孔连通,所述第二压缩流道通过第二压缩汇流道与所述第二压缩气孔连通,所述第一压缩气孔通过压缩气管(11)与所述第二压缩气孔连通,所述压缩气管(11)上设有手动阀(12),所述压缩气管(11)连接有压缩气源。
5.根据权利要求1所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述逻辑阀(8)包括阀座(801)、阀盖(802)、阀芯(803)和弹簧(804),所述阀座(801)与所述真空气室板(2)连接,所述阀盖(802)与所述阀座(801)连接,所述阀芯(803)设在所述阀座(801)和所述阀盖(802)的中部,所述弹簧(804)套接在所述阀芯(803)上。
6.根据权利要求5所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述阀盖(802)的顶部连接有黄铜过滤片(13),所述黄铜过滤片(13)覆盖于所述真空通孔(6)的端部。
7.根据权利要求1所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述真空通孔(6)均连通有真空流道,所述真空气室板(2)的侧壁设有多个真空输入孔和真空引出孔,所述真空输入孔的数量与所述真空气室(4)的数量对应,对应的所述真空气室(4)内的所述真空流道通过真空汇流道与对应的所述真空输入孔连通,多个所述真空输入孔通过真空气管(14)与所述真空引出孔连通;所述真空输入孔和所述真空引出孔处均安装有第一球阀(15),所述真空引出孔连接有真空气源。
8.根据权利要求7所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述真空气室板(2)的侧壁安装有真空气压表(16),所述真空气压表(16)与所述真空汇流道连接。
9.根据权利要求1所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述工作台板(1)连接有防滑垫(17)。
10.根据权利要求7所述的含气动定位结构的多孔式真空吸盘,其特征在于:所述真空气室板(2)的侧壁至少设有两个排水口(18),所述排水口(18)与对应的所述真空气室(4)连通,所述排水口(18)处设有第二球阀(19)。
技术总结
本技术涉及一种含气动定位结构的多孔式真空吸盘,包括工作台板、真空气室板和安装底板,真空气室板与安装底板连接,工作台板与真空气室板连接;真空气室板上设有真空气室;在真空气室板上设置真空通孔和安装孔,在真空通孔内安装有逻辑阀,在安装孔内上下活动连接有气动定位结构;加工时,通过气动定位结构向上运动对加工件进行定位,定位完成后无需拆除气动定位结构,而是通过向下运动恢复原位;通过逻辑阀实现真空吸盘对加工件进行装夹,因此本技术每次装夹时无需安装密封条或重新安装密封结构,提高了加工效率。
技术研发人员:严俊,刘俊逸,李乔平,王青
受保护的技术使用者:珠海广浩捷科技股份有限公司
技术研发日:20230512
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!