一种机械手夹持工装的制作方法
本技术涉及汽车零件加工,更具体地说,本技术涉及一种机械手夹持工装。
背景技术:
1、机械手是一种可代替人进行繁重劳动以实现生产的机械化和自动化的机械设备,其被广泛应用于机械制造、轻工和原子能等部门,目前,在汽车门板焊接加工的过程中,常常使用一种机械焊接加工用的机械手,在将汽车门板平放固定在夹持装置上后,通过机械手对其进行焊接加工,但是现有的夹持装置,在机械手焊接加工汽车门板的过程中,需要先将汽车门板平放固定在夹持装置上,在对汽车门板的另一面进行焊接加工时,则需将汽车门板从夹持装置上拆卸,再将其翻转再次进行固定,操作繁琐不便,影响汽车门板的加工效率。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型的实施例提供一种机械手夹持工装,以解决现有的夹持装置,在机械手焊接加工汽车门板的过程中,需要先将汽车门板平放固定在夹持装置上,在对汽车门板的另一面进行焊接加工时,则需将汽车门板从夹持装置上拆卸,再将其翻转再次进行固定,操作繁琐不便的问题。
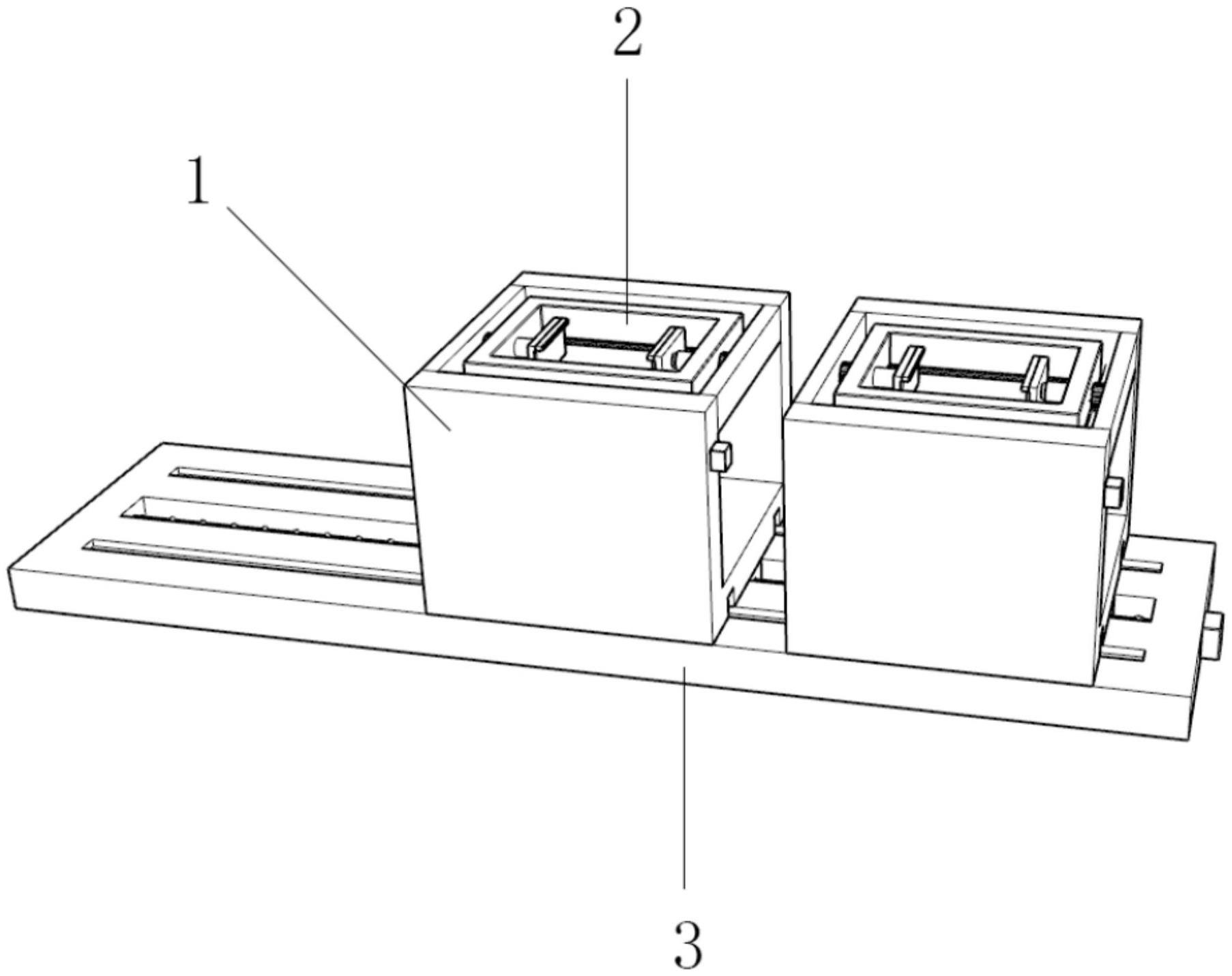
2、为解决上述技术问题,本实用新型提供如下技术方案:一种机械手夹持工装,包括夹持台组件,所述夹持台组件的顶部固定安装有翻转夹持组件,所述夹持台组件的底部活动安装有双工位切换组件,所述夹持台组件的底部固定安装有螺纹块,所述夹持台组件的底部四角均转动安装有滚轮。
3、其中,所述翻转夹持组件包括夹持架,所述夹持架内表面底部的前后两侧均固定安装有第一限位杆,所述夹持架的左右两侧均固定安装有电动伸缩杆,所述电动伸缩杆的内端固定安装有夹持板,所述夹持板的顶部固定安装有第二限位杆,所述夹持板的内侧固定安装有防滑垫,所述夹持架左右两侧的中部固定安装有转轴,所述转轴的外表面固定安装有第一蜗轮,所述第一蜗轮的外表面啮合安装有单纹蜗杆,所述单纹蜗杆的前侧固定安装有第二蜗轮,所述第二蜗轮的外表面啮合安装有双纹蜗杆,所述双纹蜗杆的右端固定安装有第一驱动装置。
4、其中,所述防滑垫的外表面设置为糙面结构,所述转轴的外端转动安装在夹持台组件顶部的左右两侧,所述单纹蜗杆的外表面转动安装在夹持台组件顶部左右两侧的内表面,所述双纹蜗杆的外表面转动安装在夹持台组件顶部前侧的内表面,所述第一驱动装置的外表面固定安装在夹持台组件顶部的右侧,所述第一限位杆的位置与第二限位杆的位置相对应。
5、其中,所述双工位切换组件包括切换底座,所述切换底座右侧的中部固定安装有第二驱动装置,所述第二驱动装置的中部固定安装有螺纹杆,所述切换底座的前后两侧均开设有导向轮轨。
6、其中,所述螺纹杆的左端转动安装在切换底座的内表面,所述切换底座的中部内表面活动套接在螺纹块的外表面,所述螺纹杆的外表面螺纹安装在螺纹块的内表面,所述导向轮轨的内表面活动安装在滚轮的外表面。
7、本实用新型的上述技术方案的有益效果如下:
8、上述方案中,先将汽车门板通过第一限位杆放置在夹持架内,接着由电动伸缩杆伸长将夹持板、第二限位杆向内顶出将汽车门板夹持固定,并由第二限位杆进一步对汽车门板限位,在焊接机械手对汽车门板的一侧焊接完成后,通过第一驱动装置驱动双纹蜗杆转动,再由双纹蜗杆传动两侧第二蜗轮同步转动,从而单纹蜗杆传动第一蜗轮转动,使转轴带动夹持架在夹持台组件的顶部翻转,然后将汽车门板的另一侧焊接即可,利用上述结构,可在焊接汽车门板的过程中,自动将汽车门板翻转,无需反复拆装汽车门板,较为便捷省力,在一定程度上提高了整体加工效率;
9、在机械手焊接过程中,可将另一个所需焊接的汽车门板固定在另一个翻转夹持组件上,焊接完成后,通过第二驱动装置驱动螺纹杆转动,传动两个螺纹块带动两个汽车门板同步直线移动,将焊接好的汽车门板从机械手下方移走,将未焊接的汽车门板移动至机械手下方,再次进行焊接即可,利用上述结构,可在焊接完成后直接切换汽车门板,无需等待拆装汽车门板,较为节省时间,提高整体的加工效率。
技术特征:
1.一种机械手夹持工装,包括夹持台组件(1),其特征在于,所述夹持台组件(1)的顶部固定安装有翻转夹持组件(2),所述夹持台组件(1)的底部活动安装有双工位切换组件(3),所述夹持台组件(1)的底部固定安装有螺纹块(11),所述夹持台组件(1)的底部四角均转动安装有滚轮(12)。
2.根据权利要求1所述的一种机械手夹持工装,其特征在于,所述翻转夹持组件(2)包括夹持架(21),所述夹持架(21)内表面底部的前后两侧均固定安装有第一限位杆(22),所述夹持架(21)的左右两侧均固定安装有电动伸缩杆(23),所述电动伸缩杆(23)的内端固定安装有夹持板(24),所述夹持板(24)的顶部固定安装有第二限位杆(25),所述夹持板(24)的内侧固定安装有防滑垫(26),所述夹持架(21)左右两侧的中部固定安装有转轴(27),所述转轴(27)的外表面固定安装有第一蜗轮(28),所述第一蜗轮(28)的外表面啮合安装有单纹蜗杆(29),所述单纹蜗杆(29)的前侧固定安装有第二蜗轮(210),所述第二蜗轮(210)的外表面啮合安装有双纹蜗杆(211),所述双纹蜗杆(211)的右端固定安装有第一驱动装置(212)。
3.根据权利要求2所述的一种机械手夹持工装,其特征在于,所述防滑垫(26)的外表面设置为糙面结构,所述转轴(27)的外端转动安装在夹持台组件(1)顶部的左右两侧,所述单纹蜗杆(29)的外表面转动安装在夹持台组件(1)顶部左右两侧的内表面,所述双纹蜗杆(211)的外表面转动安装在夹持台组件(1)顶部前侧的内表面,所述第一驱动装置(212)的外表面固定安装在夹持台组件(1)顶部的右侧,所述第一限位杆(22)的位置与第二限位杆(25)的位置相对应。
4.根据权利要求1所述的一种机械手夹持工装,其特征在于,所述双工位切换组件(3)包括切换底座(31),所述切换底座(31)右侧的中部固定安装有第二驱动装置(32),所述第二驱动装置(32)的中部固定安装有螺纹杆(33),所述切换底座(31)的前后两侧均开设有导向轮轨(34)。
5.根据权利要求4所述的一种机械手夹持工装,其特征在于,所述螺纹杆(33)的左端转动安装在切换底座(31)的内表面,所述切换底座(31)的中部内表面活动套接在螺纹块(11)的外表面,所述螺纹杆(33)的外表面螺纹安装在螺纹块(11)的内表面,所述导向轮轨(34)的内表面活动安装在滚轮(12)的外表面。
技术总结
本技术公开了一种机械手夹持工装,包括夹持台组件,夹持台组件的顶部固定安装有翻转夹持组件,夹持台组件的底部活动安装有双工位切换组件,夹持台组件的底部固定安装有螺纹块,夹持台组件的底部四角均转动安装有滚轮。上述方案中,先将汽车门板通过第一限位杆放置在夹持架内,接着由电动伸缩杆伸长将夹持板、第二限位杆向内顶出将汽车门板夹持固定,在焊接机械手对汽车门板的一侧焊接完成后,通过第一驱动装置使转轴带动夹持架在夹持台组件的顶部翻转,然后将汽车门板的另一侧焊接即可,利用上述结构,可在焊接汽车门板的过程中,自动将汽车门板翻转,无需反复拆装汽车门板,较为便捷省力,在一定程度上提高了整体加工效率。
技术研发人员:宋善伟
受保护的技术使用者:东风河西(大连)汽车饰件系统有限公司
技术研发日:20230516
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!