一种蓄电池极柱焊接装置的制作方法
本技术涉及蓄电池,具体为一种蓄电池极柱焊接装置。
背景技术:
1、极柱是蓄电池的重要组成部分,蓄电池在生产过程中需要通过输送装置输送至各个工位,现有技术中,在对蓄电池生产的过程中,一般通过自动化焊接装置对蓄电池的极柱进行焊接。然而,现有的蓄电池极柱自动焊接装置在对输送装置上输送的蓄电池进行连续性的焊接过程中,通过焊接装置的升降直接对间隔停送的蓄电池进行焊接,使得焊接头喷射的火焰直接对蓄电池上的极柱进行焊接,由于喷射火焰的大小和远近,可能对极柱周围的蓄电池本体造成损伤,影响焊接质量。
技术实现思路
1、本实用新型的目的在于提供一种蓄电池极柱焊接装置,通过在蓄电池的顶部设置有定位防护机构,实现对蓄电池上的极柱进行精准定位焊接,提高焊接质量,避免对极柱焊接的过程中对极柱的周围造成焊接影响,以解决上述背景技术中提出的问题。
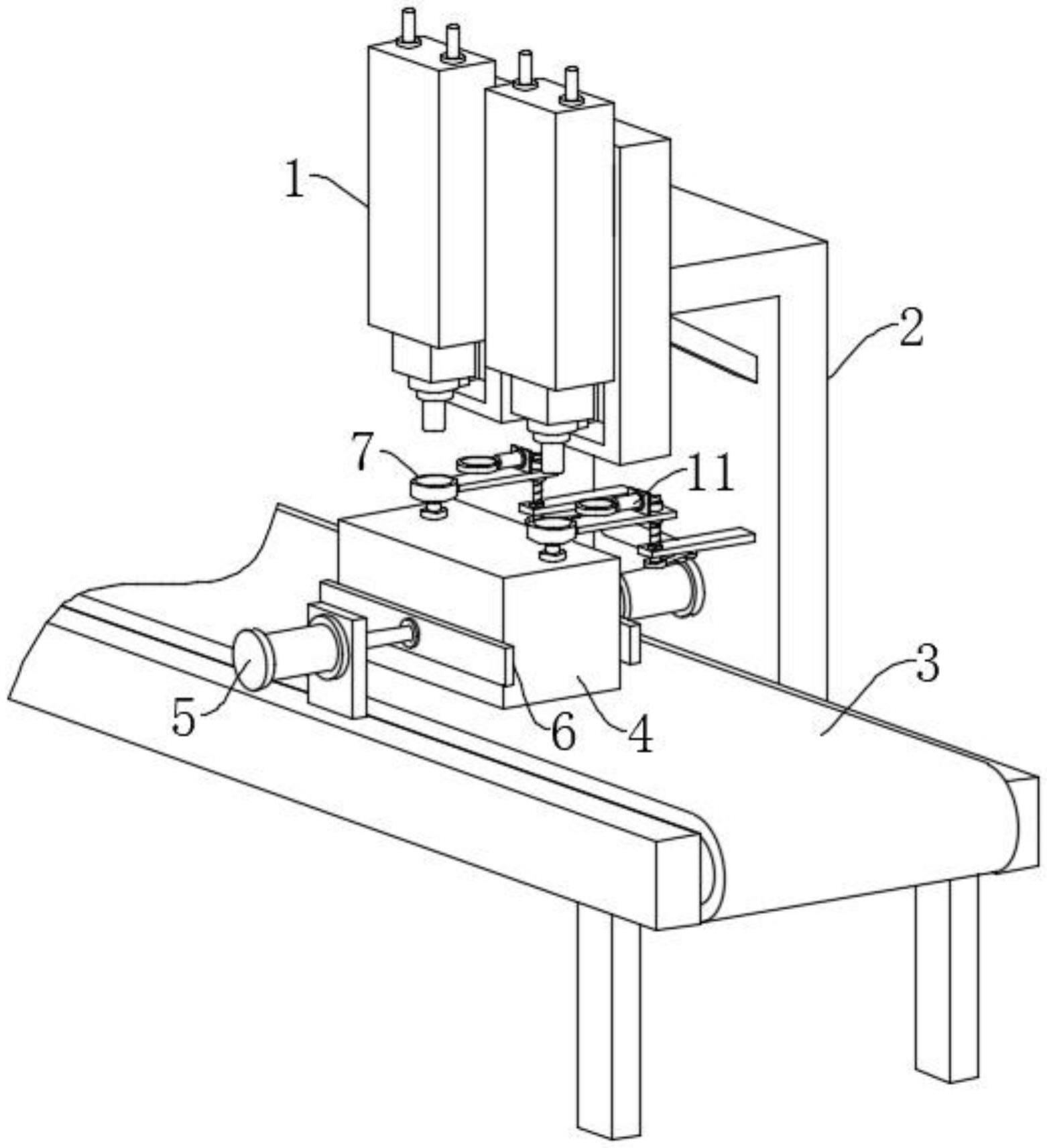
2、为实现上述目的,本实用新型提供如下技术方案:一种蓄电池极柱焊接装置包括焊接装置本体、固定座、传送带和蓄电池,所述固定座固定安装于传送带的一侧,且固定座的顶端通过电动滑台设置有焊接装置本体,所述传送带用于蓄电池的传送,所述蓄电池的顶部设置有定位防护机构,所述定位防护机构包括第二电动推杆、第一转杆、第二转杆、丝杆、升降板、定位防护套筒和支撑板,所述支撑板的一端固定安装于固定座上,且支撑板的另一端内部与丝杆的底端侧壁转动连接,所述丝杆的底端分别与第一转杆和第二转杆的一端固定连接,所述第一转杆和第二转杆的另一端分别与第二电动推杆的输出端和底端转动连接,所述丝杆与升降板的一端内部螺纹连接,所述升降板的另一端固定安装有定位防护套筒。
3、优选的,所述第二电动推杆的输出端和底端均固定安装有固定块,所述固定块通过固定轴与第一转杆和第二转杆的另一端内部转动连接。
4、优选的,所述丝杆的底端设置有限位盘,所述限位盘的底面与支撑板的另一端顶面转动连接。
5、优选的,所述升降板的一端一体设置有螺纹筒,所述螺纹筒的内部与丝杆螺纹连接,所述升降板的顶面设置有防喷防护机构。
6、优选的,所述防喷防护机构包括第三电动推杆、防喷筒和安装座,所述安装座固定安装于升降板上,所述第三电动推杆固定安装于安装座上,且第三电动推杆的输出轴顶端固定安装有防喷筒。
7、优选的,所述蓄电池的两侧设置有第一电动推杆,所述第一电动推杆的输出轴顶端与夹持板的一侧居中处固定连接,所述夹持板的另一侧粘贴有防滑垫。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型提供一种蓄电池极柱焊接装置,通过在蓄电池的顶部设置有定位防护机构,实现对蓄电池上的极柱进行精准定位焊接,提高焊接质量,避免对极柱焊接的过程中对极柱的周围造成焊接影响,通过设置第二电动推杆、第一转杆、第二转杆、丝杆、升降板、定位防护套筒和支撑板,利用第二电动推杆的输出轴进行往复运动,从而可对定位防护套筒进行垂直升降,通过定位防护套筒的底面与蓄电池极柱的周围相抵触,使得极柱处于定位防护套筒的内侧,通过焊接装置本体对极柱进行定位焊接处理,实现对极柱限位焊接,提高焊接质量。
10、在蓄电池批量生产的过程中,通过传送带对批量的蓄电池进行连续输送,为了提高极柱的焊接效率,焊接装置本体一直是处于运行的状态,使得焊接装置本体的焊接头常处于喷火状态,通过设置防喷防护机构,使得在对蓄电池极柱进行焊接完成后,通过防喷筒对焊接头喷火进行阻断,方便下一个输送的蓄电池定位在传送带上,防止焊接头直接对未定位的极柱造成焊接,提高焊接装置的安全性。
技术特征:
1.一种蓄电池极柱焊接装置,包括焊接装置本体(1)、固定座(2)、传送带(3)和蓄电池(4),其特征在于:所述固定座(2)固定安装于传送带(3)的一侧,且固定座(2)的顶端通过电动滑台设置有焊接装置本体(1),所述传送带(3)用于蓄电池(4)的传送,所述蓄电池(4)的顶部设置有定位防护机构(7),所述定位防护机构(7)包括第二电动推杆(701)、第一转杆(702)、第二转杆(703)、丝杆(704)、升降板(705)、定位防护套筒(706)和支撑板(707),所述支撑板(707)的一端固定安装于固定座(2)上,且支撑板(707)的另一端内部与丝杆(704)的底端侧壁转动连接,所述丝杆(704)的底端分别与第一转杆(702)和第二转杆(703)的一端固定连接,所述第一转杆(702)和第二转杆(703)的另一端分别与第二电动推杆(701)的输出端和底端转动连接,所述丝杆(704)与升降板(705)的一端内部螺纹连接,所述升降板(705)的另一端固定安装有定位防护套筒(706)。
2.根据权利要求1所述的一种蓄电池极柱焊接装置,其特征在于:所述第二电动推杆(701)的输出端和底端均固定安装有固定块(9),所述固定块(9)通过固定轴(10)与第一转杆(702)和第二转杆(703)的另一端内部转动连接。
3.根据权利要求1所述的一种蓄电池极柱焊接装置,其特征在于:所述丝杆(704)的底端设置有限位盘(12),所述限位盘(12)的底面与支撑板(707)的另一端顶面转动连接。
4.根据权利要求1所述的一种蓄电池极柱焊接装置,其特征在于:所述升降板(705)的一端一体设置有螺纹筒(8),所述螺纹筒(8)的内部与丝杆(704)螺纹连接,所述升降板(705)的顶面设置有防喷防护机构(11)。
5.根据权利要求4所述的一种蓄电池极柱焊接装置,其特征在于:所述防喷防护机构(11)包括第三电动推杆(111)、防喷筒(112)和安装座(113),所述安装座(113)固定安装于升降板(705)上,所述第三电动推杆(111)固定安装于安装座(113)上,且第三电动推杆(111)的输出轴顶端固定安装有防喷筒(112)。
6.根据权利要求1所述的一种蓄电池极柱焊接装置,其特征在于:所述蓄电池(4)的两侧设置有第一电动推杆(5),所述第一电动推杆(5)的输出轴顶端与夹持板(6)的一侧居中处固定连接,所述夹持板(6)的另一侧粘贴有防滑垫。
技术总结
本技术公开了一种蓄电池极柱焊接装置,包括焊接装置本体、固定座、传送带和蓄电池,蓄电池的顶部设置有定位防护机构,定位防护机构包括第二电动推杆、第一转杆、第二转杆、丝杆、升降板、定位防护套筒和支撑板,利用第二电动推杆的输出轴进行往复运动,从而可对定位防护套筒进行垂直升降,通过定位防护套筒的底面与蓄电池极柱的周围相抵触,使得极柱处于定位防护套筒的内侧,通过焊接装置本体对极柱进行定位焊接处理,实现对蓄电池上的极柱进行精准定位焊接,提高焊接质量,避免对极柱焊接的过程中对极柱的周围造成焊接影响。
技术研发人员:潘忠尧,胡建君,吴喜红,徐小龙
受保护的技术使用者:江西新威动力能源科技有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!