一种高定位精度铝电池负压吸嘴自动插拔工装设备的制作方法
本技术涉及电池制造领域,特别涉及一种高定位精度铝电池负压吸嘴自动插拔工装设备。
背景技术:
1、近年来,随着科学技术水平的提高以及新能源技术的普及,锂电池为各种数码设备或大型电动设备提供动力。锂电池具有能量密度高、重量轻、内阻小、容量大、循环性能好、产热少、可灵活设计等优点。在目前的锂电池生产过程中,为了能最大化利用设备,快速保障设备运行和人身安全,通常会适用于不同型号不同尺寸的电池负压检测设备,这需要设备使用一段时间后能快速更换易损件-吸嘴,充放电设备安装叠加后很高,库位空间有限,人员很难进入机器内部机构内作业,为保障人员安全,和不影响安装的设备能正常运行,故亟需一款无需人工操作、可以自动插拔吸嘴,带检测功能的插拔吸嘴设备完成易损件吸嘴的更换。
技术实现思路
1、为了解决上述问题,本实用新型提出了一种无需人工操作即可实现自动插拔吸嘴、定位准确、操作简单的高定位精度铝电池负压吸嘴自动插拔工装设备。
2、本实用新型采用的技术方案是:
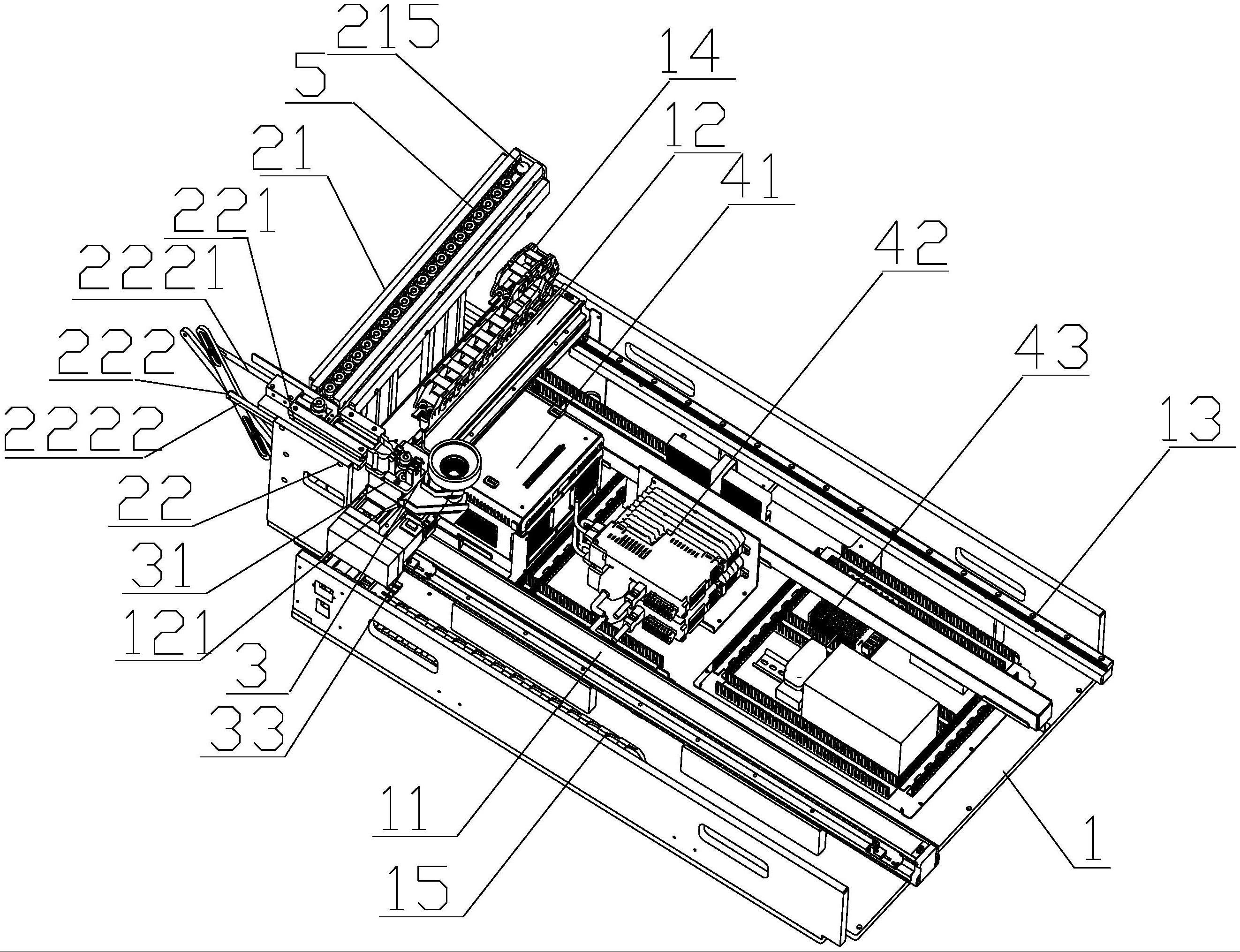
3、一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:包括底板和设置于底板上的自动送料机构、吸嘴自动插拔机构、控制机构;
4、所述的底板为矩形板,将底板的一条边的延伸方向定义为纵向,将底板的另一条边的延伸方向定义为横向;定义纵向的一个方向为前向、另一个方向定义为后向;所述的底板上设有纵向直线模组;所述的纵向直线模组具有纵向移动滑块,所述的纵向直线模组的上方设有横向直线模组,横向直线模组与纵向直线模组的纵向移动滑块连接;
5、所述的自动送料机构设置于所述的底板的纵向的一端部,包括送料部和推料部,送料部的顶部设有两列输送轮,两列输送轮之间留有送料通道,用于将吸嘴从送料部输送至推料部;所述的推料部设置于送料通道的前端部,所述的推料部的顶部设有一推料通道,所述的推料通道一端与送料通道的前端部对接、另一端与吸嘴自动插拔机构对接;所述的推料通道内设有推杆组件,所述的推杆组件在推料通道内往复移动,用于将推料通道内的吸嘴推至吸嘴自动插拔机构中;
6、所述的吸嘴自动插拔机构包括吸嘴插拔夹具、升降气缸和检测部,所述的吸嘴插拔夹具设置于横向直线模组上,并与所述的横向直线模组的横向滑块相连接;所述的升降气缸设置于所述的横向直线模组的横向滑块上,并且所述的升降气缸的升降端连接吸嘴插拔夹具,用于驱动吸嘴插拔夹具升降以完成插拔吸嘴动作;所述的检测部设置于所述的吸嘴插拔夹具上,用于检测吸嘴插拔夹具的吸嘴插拔夹具上是否有吸嘴;
7、所述的控制机构设置在所述的底板上,包括ccd电器板、驱动器以及plc控制器,所述的ccd电器板与检测部电连接;驱动器与纵向直线模组、横向直线模组、插拔吸嘴控制器与吸嘴插拔夹具电连接;plc控制器通过数据线与ccd电器板、驱动器连接。
8、进一步,所述的底板上设有纵向导轨,所述的纵向导轨与所述的纵向直线模组间隔且平行相对布置,所述的纵向导轨上滑动设置有纵向滑动块,所述的横向直线模组位于纵向直线模组和纵向导轨的上方,并且所述的横向直线模组的两端部分别与所述的纵向移动滑块、所述的纵向滑动块连接。
9、进一步,所述的送料部包括送料支撑架体,所述的送料支撑架体设置在所述的底板的横向的端部,所述的送料支撑架体上设有一前低后高的横向送料槽,所述的横向送料槽的相对的两槽壁上对称设有一对送料导条;两送料导条的相对的表面间隔设有两列输送轮,两列输送轮之间留有供吸嘴通过的送料通道;所述的送料通道内活动设置有吸嘴配重块,用于放置在送料通道内吸嘴队列的后端以推动吸嘴队列依次自动下滑至推料部的推料通道中。
10、进一步,所述的送料导条呈倒l型,送料导条与送料通道的槽底之间留有卡住吸嘴外缘的卡槽。
11、进一步,所述的推料部包括推杆固定架、推杆组件和推料气缸,所述的推杆固定架设置在所述的底板上,并位于所述的自动送料机构的前方;所述的推杆固定架的顶部设有推料通道,所述的推料通道的进料端与所述的送料通道的前端部对接;所述的推杆组件可滑动地设置于所述的推杆固定架上,用于将推料通道中的吸嘴推至所述的夹具体中;所述的推料气缸设置于所述的底板或所述的推杆固定架上,所述的推料气缸的伸缩端部与所述的推杆组件相连接,用于驱动所述的推杆组件的推动端在推料通道中往复移动。
12、进一步,所述的推杆组件包括依次从上到下设置在推杆固定架上的纵向推杆、第一纵向连接杆、第二纵向连接杆,所述的纵向推杆与所述的推杆固定架以滑动方式连接,并且所述的纵向推杆的一端活动插入所述的推料通道中,另一端配装第一滚动轮;
13、所述的第二纵向连接杆与所述的推杆固定架以滑动方式连接,所述的第一纵向连接杆的一端与所述的推料气缸的伸缩端部相连接,另一端配装第二滚动轮;
14、所述的第一纵向连接杆以固定方式与所述的推杆固定架连接,所述的第一纵向连接杆的一端与所述的推杆固定架固定连接、另一端铰接第一端部连接杆和第二端部连接杆,第一端部连接杆的两端部设有长条形的腰型孔,所述的第一滚动轮、所述的第二滚动轮分别滚动设置在两个长条形的腰型孔中;所述的第二端部连接杆的下端部铰接在所述的第二纵向连接杆上。
15、进一步,所述的吸嘴插拔夹具包括底座和并排设置在底座上的插吸嘴夹具、拔吸嘴夹具;
16、所述的插吸嘴夹具为钳式夹具,并且所述的插吸嘴夹具的钳口对准推料通道的出料端;
17、所述的拔吸嘴夹具为翻转式夹具,设置在所述的插吸嘴夹具旁,所述的拔吸嘴夹具设有吸嘴掉落通道,所述的吸嘴掉落通道的两侧对称设有一对翻转夹爪,所述的吸嘴掉落通道的底端连通吸嘴收纳装置。
18、进一步,所述的插吸嘴夹具包括一对相对设置的夹钳体,两个所述的夹钳体相对安装在所述的底座的接近推料通道的出料端的一侧,两个夹钳体之间留有吸嘴夹紧空间,吸嘴夹紧空间的接近推料通道的出料端的一侧开口,用于接收来自推料通道输送的吸嘴。
19、进一步,所述的拔吸嘴夹具包括夹具体、翻转夹爪,所述的夹具体安装在所述的底座上,夹具体的中间设有供吸嘴掉落的吸嘴掉落通道,吸嘴掉落通道的两侧对称设有连接立柱;翻转夹爪共两个,通过枢转轴可转动地枢接于连接立柱的顶部。
20、进一步,所述的检测部包括ccd固定座和ccd相机,所述的ccd固定座设置在所述的横向直线模组的横向滑块上;所述的ccd相机设置在所述的ccd固定座上,并且所述的ccd相机的镜头对准所述的吸嘴插拔夹具,所述的ccd相机与所述的ccd电器板、所述的plc控制器电连接,用于实时检测所述的吸嘴插拔夹具上是否有吸嘴,并将检测结果传输给plc控制器。
21、本实用新型的有益效果是:化成设备负压吸嘴自动插、拔更换和全自动ccd影像检查,可以做到100%防错,可以避免库位空间太小人员无法进入作业,可以提高作业效率,降低人员劳动强度和消除安全隐患。
技术特征:
1.一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:包括底板(1)和设置于底板(1)上的自动送料机构(2)、吸嘴自动插拔机构(3)、控制机构(4);
2.如权利要求1所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的底板(1)上设有纵向导轨(13),所述的纵向导轨(13)与所述的纵向直线模组(11)间隔且平行相对布置,所述的纵向导轨(13)上滑动设置有纵向滑动块(131),所述的横向直线模组(12)位于纵向直线模组(11)和纵向导轨(13)的上方,并且所述的横向直线模组(12)的两端部分别与所述的纵向移动滑块(111)、所述的纵向滑动块(131)连接。
3.如权利要求2所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的送料部(21)包括送料支撑架体(211),所述的送料支撑架体(211)设置在所述的底板(1)的横向的端部,所述的送料支撑架体(211)上设有一前低后高的横向送料槽,所述的横向送料槽的相对的两槽壁上对称设有一对送料导条(213);两送料导条(213)的相对的表面间隔设有两列输送轮(216),两列输送轮(216)之间留有供吸嘴通过的送料通道(214);所述的送料通道(214)内活动设置有吸嘴配重块(215),用于放置在送料通道(214)内吸嘴队列的后端以推动吸嘴队列依次自动下滑至推料部(22)的推料通道(224)中。
4.如权利要求3所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的送料导条(213)呈倒l型,送料导条(213)与送料通道(214)的槽底之间留有卡住吸嘴(5)外缘的卡槽。
5.如权利要求1或3所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的推料部(22)包括推杆固定架(221)、推杆组件(222)和推料气缸(223),所述的推杆固定架(221)设置在所述的底板(1)上,并位于所述的自动送料机构(2)的前方;所述的推杆固定架(221)的顶部设有推料通道(224),所述的推料通道(224)的进料端与所述的送料通道(214)的前端部对接;所述的推杆组件(222)可滑动地设置于所述的推杆固定架(221)上,用于将推料通道(224)中的吸嘴(5)推至所述的夹具体(3131)中;所述的推料气缸(223)设置于所述的底板(1)或所述的推杆固定架(221)上,所述的推料气缸(223)的伸缩端部与所述的推杆组件(222)相连接,用于驱动所述的推杆组件(222)的推动端在推料通道(224)中往复移动。
6.如权利要求5所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的推杆组件(222)包括依次从上到下设置在推杆固定架(221)上的纵向推杆(2221)、第一纵向连接杆(2222)、第二纵向连接杆(2223),所述的纵向推杆(2221)与所述的推杆固定架(221)以滑动方式连接,并且所述的纵向推杆(2221)的一端活动插入所述的推料通道(224)中,另一端配装第一滚动轮(2226);
7.如权利要求1所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的吸嘴插拔夹具(31)包括底座(311)和并排设置在底座(311)上的插吸嘴夹具(312)、拔吸嘴夹具(313);
8.如权利要求7所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的插吸嘴夹具(312)包括一对相对设置的夹钳体(3121),两个所述的夹钳体(3121)相对安装在所述的底座(311)的接近推料通道(224)的出料端的一侧,两个夹钳体(3121)之间留有吸嘴夹紧空间,吸嘴夹紧空间的接近推料通道(224)的出料端的一侧开口,用于接收来自推料通道(224)输送的吸嘴(5)。
9.如权利要求7所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的拔吸嘴夹具(313)包括夹具体(3131)、翻转夹爪(3132)和翻转气缸,所述的夹具体(3131)安装在所述的底座(311)上,夹具体(3131)的中间设有供吸嘴(5)掉落的吸嘴掉落通道(33),吸嘴掉落通道(33)的两侧对称设有连接立柱(3133);翻转夹爪(3132)共两个,通过枢转轴(3134)可转动地枢接于连接立柱(3133)的顶部;所述的翻转气缸设置在夹具体(3131)的底部,并且翻转气缸的旋转端部与枢转轴(3134)相连接,用于驱动翻转夹爪(3132)翻转以夹紧或放松吸嘴(5)。
10.如权利要求1所述的一种高定位精度铝电池负压吸嘴自动插拔工装设备,其特征在于:所述的检测部(23)包括ccd固定座(331)和ccd相机(332),所述的ccd固定座(331)设置在所述的横向直线模组(12)的横向滑块(121)上;所述的ccd相机(332)设置在所述的ccd固定座(331)上,并且所述的ccd相机(332)的镜头对准所述的吸嘴插拔夹具(31),所述的ccd相机(332)与所述的ccd电器板、所述的plc控制器电连接,用于实时检测所述的吸嘴插拔夹具(31)上是否有吸嘴,并将检测结果传输给plc控制器。
技术总结
本技术公开了一种高定位精度铝电池负压吸嘴自动插拔工装设备,包括底板、自动送料机构、吸嘴自动插拔机构和控制机构;底板上设有纵向直线模组;自动送料机构设置于底板的纵向的一端部,包括送料部和推料部,送料部的顶部设有两列输送轮,两列输送轮之间留有送料通道;推料部设置于送料通道的前端部;吸嘴自动插拔机构包括吸嘴插拔夹具、升降气缸和检测部,吸嘴插拔夹具、升降气缸设置于横向直线模组上;检测部设置于吸嘴插拔夹具上;控制机构设置在所述的底板上,包括CCD电器板、驱动器以及PLC控制器。本技术的有益效果是:本技术的有益效果是:可实现吸嘴的自动插、拔更换和全自动CCD影像检查,提高作业效率。
技术研发人员:简明桃,沈超杰,徐雄华,李求奖,曹政,曹骥
受保护的技术使用者:浙江杭可科技股份有限公司
技术研发日:20230519
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!