一种可避免工件在接刀口产生毛刺的顺送模具的制作方法
本技术涉及板材冲压加工领域,具体是一种可避免工件在接刀口产生毛刺的顺送模具。
背景技术:
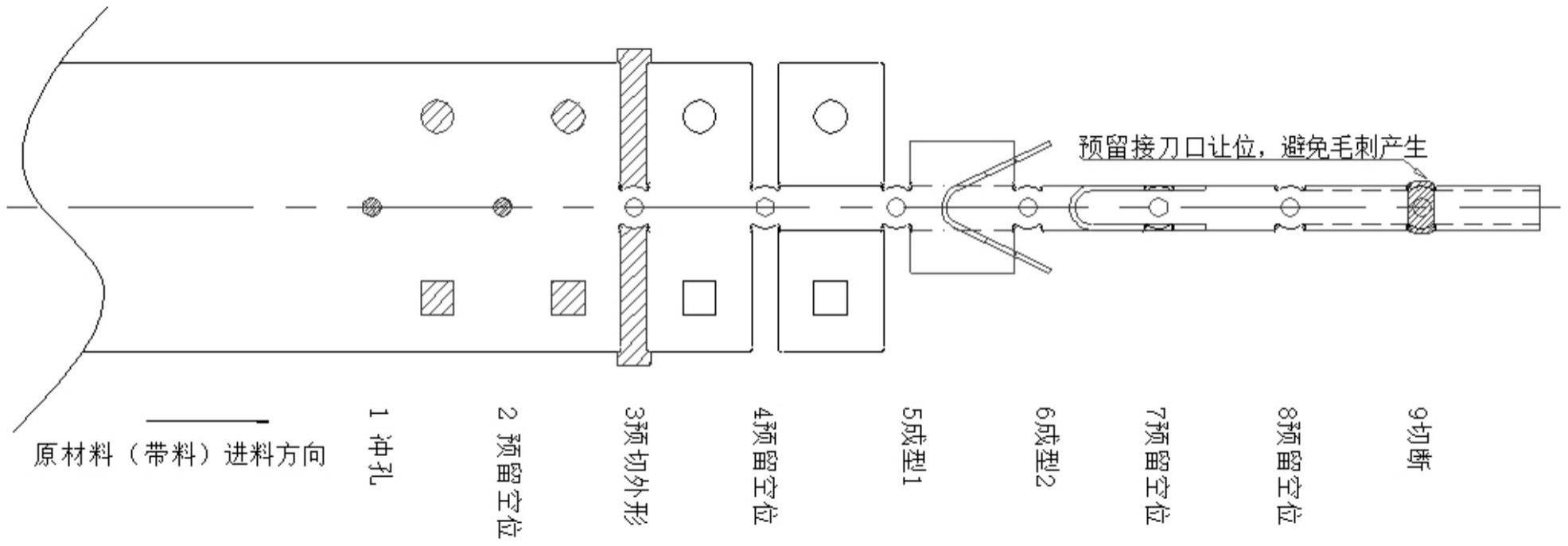
1、金属板材顺送冲压加工时,在最后一步切断时,往往因为送料误差和带料直线度的原因,导致接刀口与实际切断位置产生微小位移,造成一侧材料单薄冲切强度不够;另一侧材料多余,冲裁后在单侧或者双侧产生毛刺。此时就需要二次打磨去掉毛刺,增加成本,降低加工效率。
技术实现思路
1、本实用新型的目的是提供一种可避免工件在接刀口产生毛刺的顺送模具,以解决上述背景技术中提到的问题。
2、为了实现上述目的,采用的技术方案是:
3、一种可避免接刀口产生毛刺的顺送模具,包括上模和下模,在下模的接刀口处每一侧都设有两个向外的豁口,使得接刀口的宽度略大于工件宽度。
4、优选地,所述豁口的半径为2-4毫米。
5、本实用新型的有益效果在于:本实用新型设计的接刀口应用于顺送模具中,可以有效地抵消因接刀不齐导致毛刺的产生,减少了二次打磨毛刺的工序,提高了生产效率,降低了成本。
技术特征:
1.一种可避免工件在接刀口产生毛刺的顺送模具,包括上模和下模,其特征在于:在下模的接刀口处每一侧都设有两个向外的豁口,使得接刀口的宽度大于工件宽度。
2.根据权利要求1所述的顺送模具,其特征在于:所述豁口的半径为2-4毫米。
技术总结
本技术公开了一种可避免接刀口产生毛刺的顺送模具,涉及板材冲压加工领域,包括上模和下模,在下模的后端设有切断用接刀口,用于顺送模具上的最后的切断工序。在所述接刀口的每一侧都设有两个向外的豁口,使得接刀口的宽度大于工件宽度;所述豁口左右对称,豁口的半径为2‑4毫米。本顺送模具的有益效果在于:所设计的接刀口应用于顺送模具中,可以有效地抵消因接刀不齐导致毛刺的产生,减少了二次打磨毛刺的工序,提高了生产效率,降低了成本。
技术研发人员:王万斌,何笃帅,宋斌兵
受保护的技术使用者:大连益丰仓储用品有限公司
技术研发日:20230523
技术公布日:2024/1/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1