一种悬置稳定杆铆压成型组装设备的制作方法
本技术涉及一种组装设备,具体是一种悬置稳定杆铆压成型组装设备。
背景技术:
1、稳定杆又称防倾杆,是汽车悬架中的一种辅助弹性元件,它的作用是防止车身在转弯时发生过大的横向侧倾,它的目的是防止汽车横向倾翻,并改善平顺性。现在很多货车的后稳定杆采用的是u型的,而在很多大货车上的稳定杆和小货车不一样,由于大货车车辆重,在转弯时稳定杆起到的作用会更大,稳定性要求更高,在悬架系统中采用了前后横向稳定杆结构,用来提高悬架侧倾角刚度,减少车身倾角。横向稳定杆实际上是一个横置的扭杆弹簧,在功能上可以看成是一种特殊的弹性元件,当车身平稳行驶时,两侧悬架变形相同,横向稳定杆不起作用,当汽车转弯时,车身侧倾,两侧悬架跳动不一致,外侧悬架会压向稳定杆,稳定杆就会发生扭曲,杆身的弹力会阻止车轮抬起,从而使车身尽量保持平衡,起到横向稳定的作用。传统的大部分稳定杆都是焊接组装,容易导致变形严重,为此更改为铆压成型,并通过柱塞之间的过盈量代替焊接,以减少变形量,但目前缺少用于该种组装的设备。
技术实现思路
1、为了解决上述问题,本实用新型的目的是提供一种悬置稳定杆铆压成型组装设备。
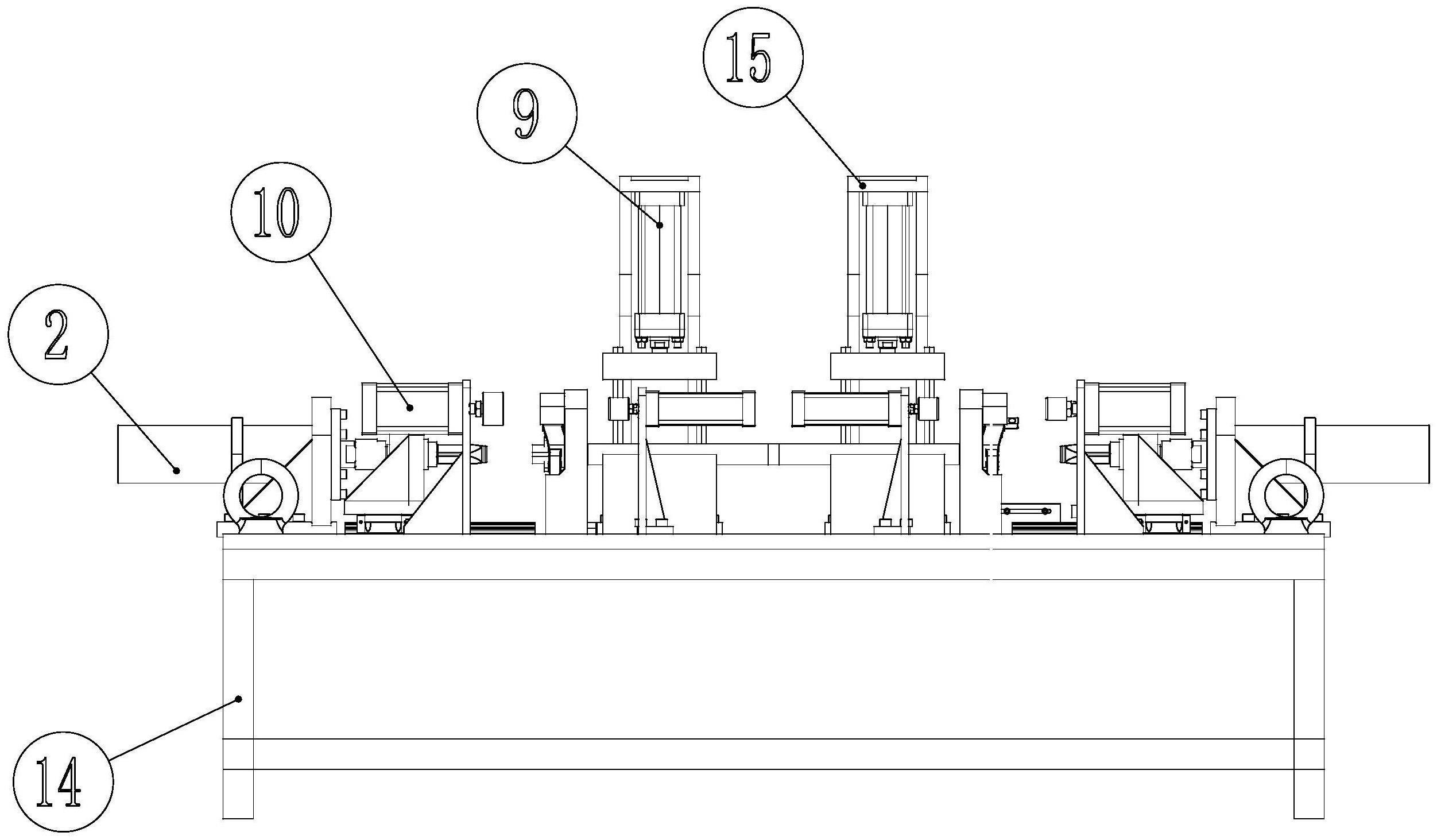
2、为实现上述目的,本实用新型的技术方案为:一种悬置稳定杆铆压成型组装设备,包括底板和设置在底板上的管体下定位块,管体下定位块上方设置有通过管体固定油缸带动升降的管体上定位块,管体上定位块与管体下定位块的相对一面形成用于夹持管体的圆柱形凹槽,管体端部的底板上设置有通过主动力油缸带动向管体端部移动的铆压成型头,铆压成型头与管体端部的底板上设置有用于夹持固定摆臂的摆臂固定座。
3、进一步地,压力传感器的两端分别与铆压成型头和主动力油缸伸缩端固定连接,使主动力油缸作用于铆压成型头的力经过压力传感器。
4、进一步地,压力传感器设置在底板的滑块固定座上,滑块固定座设置在沿着管体轴向的直线导轨上。
5、进一步地,摆臂固定座夹持侧壁相对一侧的底板上分别设置有用于夹持摆臂的摆臂固定气缸,摆臂固定气缸水平设置在摆臂固定气缸固定座上。
6、进一步地,摆臂固定座夹持侧壁一侧的底板上分别设置有活动销气缸,活动销气缸的伸缩端与摆臂固定座上的开孔相对,且活动销气缸水平固定在活动销气缸固定座上。
7、进一步地,管体固定油缸竖直固定在管体下定位块一侧的管体油缸固定座顶部。
8、进一步地,管体的端部一侧底板上设置有用于检测铆压成型头冲压到位的限位接近开关。
9、进一步地,底板的底部支撑有主框架。
10、进一步地,用于驱动油缸和气缸液压控制站、压缩空气站以及控制各气缸油缸阀门工作的电气控制柜位于底板的一侧。
11、通过以上设置,本实用新型便于将管体压紧,防止在铆压成型过程中左右窜动,而且也便于管体在放置时进行定位;主动力油缸通过压力传感器实时显示铆压成型中的压力,并转化成曲线图,便于分析压力与过盈量分析;铆压成型头根据过盈量大小设计成型形状,便于增大摩擦力,防止摆臂松脱;摆臂在组装过程中压入柱塞,柱塞通过过盈量使摆臂、管体之间形成过盈配合,防止各零部件之间松脱;综上所述本实用新型通过液压控制站、电气控制柜、plc程序的精确控制,实现压力的可控、可显、可读。
技术特征:
1.一种悬置稳定杆铆压成型组装设备,包括底板(1)和设置在底板(1)上的管体下定位块(17),其特征在于:管体下定位块(17)上方设置有通过管体固定油缸(9)带动升降的管体上定位块(16),管体上定位块(16)与管体下定位块(17)的相对一面形成用于夹持管体的圆柱形凹槽,管体端部的底板(1)上设置有通过主动力油缸(2)带动向管体端部移动的铆压成型头(7),铆压成型头(7)与管体端部的底板(1)上设置有用于夹持固定摆臂的摆臂固定座(8)。
2.如权利要求1所述的一种悬置稳定杆铆压成型组装设备,其特征在于:压力传感器(4)的两端分别与铆压成型头(7)和主动力油缸(2)伸缩端固定连接,使主动力油缸(2)作用于铆压成型头(7)的力经过压力传感器(4)。
3.如权利要求2所述的一种悬置稳定杆铆压成型组装设备,其特征在于:压力传感器(4)设置在底板(1)的滑块固定座(5)上,滑块固定座(5)设置在沿着管体轴向的直线导轨(6)上。
4.如权利要求1所述的一种悬置稳定杆铆压成型组装设备,其特征在于:摆臂固定座(8)夹持侧壁相对一侧的底板(1)上分别设置有用于夹持摆臂的摆臂固定气缸(10),摆臂固定气缸(10)水平设置在摆臂固定气缸固定座(18)上。
5.如权利要求4所述的一种悬置稳定杆铆压成型组装设备,其特征在于:摆臂固定座(8)夹持侧壁一侧的底板(1)上分别设置有活动销气缸(12),活动销气缸(12)的伸缩端与摆臂固定座(8)上的开孔相对,且活动销气缸(12)水平固定在活动销气缸固定座(19)上。
6.如权利要求1所述的一种悬置稳定杆铆压成型组装设备,其特征在于:管体固定油缸(9)竖直固定在管体下定位块(17)一侧的管体油缸固定座(15)顶部。
7.如权利要求1所述的一种悬置稳定杆铆压成型组装设备,其特征在于:管体的端部一侧底板(1)上设置有用于检测铆压成型头(7)冲压到位的限位接近开关(13)。
8.如权利要求1所述的一种悬置稳定杆铆压成型组装设备,其特征在于:底板(1)的底部支撑有主框架(14)。
9.如权利要求1所述的一种悬置稳定杆铆压成型组装设备,其特征在于:用于驱动油缸和气缸液压控制站、压缩空气站以及控制各气缸油缸阀门工作的电气控制柜位于底板(1)的一侧。
技术总结
一种悬置稳定杆铆压成型组装设备,包括底板和设置在底板上的管体下定位块,管体下定位块上方设置有通过管体固定油缸带动升降的管体上定位块,管体上定位块与管体下定位块的相对一面形成用于夹持管体的圆柱形凹槽,管体端部的底板上设置有通过主动力油缸带动向管体端部移动的铆压成型头,铆压成型头与管体端部的底板上设置有用于夹持固定摆臂的摆臂固定座。本技术本技术通过液压控制站、电气控制柜、PLC程序的精确控制,实现压力的可控、可显、可读。
技术研发人员:刁爱龙,张玉柱,孙秀平,张华东
受保护的技术使用者:山东美晨工业集团有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!