模切装置的制作方法
本技术涉及电池生产制造,具体地,涉及一种模切装置。
背景技术:
1、在激光模切工艺运行过程中,极片以一定的速度延一定方向传动。极耳处于料区边缘且很薄,在走带过程中易弯曲、翻折。因此,在过辊途中需要对极耳施加一定大小的加强筋气压,以起到定型抗弯的效果。
2、相关技术中,激光模切分切工艺中极耳加强筋压力是以一定的工艺规格区间来定义,然后根据极耳拉伸情况(内凹、外翘及大小)手动设置调节加强筋气压后便应用。然而,手动调节存在频次高且较难调节的缺点,经验不足者调节会出现极耳月牙、压裂或严重翻折的现象。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型的实施例提出一种模切装置,该装置可实现在线自动调节加强筋组件气压的大小,提高对极耳辊压的效果。
2、本实用新型实施例的模切装置,包括:
3、模切机,所述模切机具有传动面,料带适于设在所述传动面上并随着所述传动面传动,所述料带包括料带本体和极耳;
4、检测组件,所述检测组件用于检测所述极耳相对于所述料带本体的翻折角度;
5、加强筋组件,所述加强筋组件与所述模切机相连,所述模切机根据所述检测组件检测的所述翻折角度向所述加强筋组件实时输出加强筋气压,所述加强筋组件根据实时输出的所述加强筋气压对所述极耳进行辊压。
6、本实用新型实施例的模切装置,通过检测组件检测极耳的翻折角度并将翻折角度传送至模切机,模切机根据极耳的翻折角度调节加强筋组件的加强筋气压,以使加强筋组件对极耳进行辊压时效果更好,由此,本实用新型实施例的模切装置可实现在线自动调节加强筋组件气压的大小,提高对极耳辊压的效果。
7、在一些实施例中,所述模切装置还包括传感器,所述传感器连接所述加强筋组件和所述模切机,所述模切机根据所述检测组件检测的所述翻折角度向所述加强筋组件实时输出加强筋气压数值,所述加强筋气压数值通过所述传感器传输至所述加强筋组件,所述加强筋组件通过实时输出的加强筋气压数值实时输出加强筋气压。
8、在一些实施例中,所述检测组件包括检测件和传输件,所述传输件连通所述检测件与所述模切机,所述检测件用于检测所述极耳相对于所述料带本体的翻折角度并产生检测信号,所述传输件将所述检测信号传输至所述模切机,
9、所述传动面的至少部分沿第一方向延伸,所述检测件设在所述传动面的一侧且与所述传动面沿第二方向间隔且相对布置,所述第二方向正交于所述第一方向。
10、在一些实施例中,所述检测件可实时记录所述极耳的横截面与所述检测件在所述第二方向上的距离,并将记录的距离数据上传至所述模切机,所述模切机通过数据可拟合出所述极耳相对于所述料带本体的翻折角度。
11、在一些实施例中,所述极耳的横截面具有第一点和第二点,所述检测件用于测量所述第一点与所述检测件在所述第二方向上的距离d1,所述第二点与所述检测件在所述第二方向上的距离d2,以及所述第一点和所述第二点之间在第三方向上的距离d3,所述第三方向正交于所述第一方向和所述第二方向,所述检测件将d1、d2和d3通过所述传输件上传至所述模切机,所述模切机通过d1、d2和d3拟合出所述极耳相对于所述料带本体的翻折角度。
12、在一些实施例中,所述检测件为两个,两个所述检测件沿第三方向间隔布置,所述第三方向正交于所述第一方向和所述第二方向。
13、在一些实施例中,所述加强筋组件包括输出件和压件,所述输出件连接所述压件和所述传感器,所述压件沿第三方向延伸,所述压件相对于所述输出件可绕第二方向转动,所述第二方向正交于所述第三方向,所述模切机通过所述传感器调节所述输出件的压力,进而调节所述压件对所述极耳的压力。
14、在一些实施例中,所述模切机包括第一传动辊、第二传动辊和传送件,所述第一传动辊和所述第二传动辊沿第一方向间隔布置,所述第一方向正交于所述第二方向和所述第三方向,所述第一传动辊和所述第二传动辊沿所述第三方向延伸,所述传送件连接所述第一传动辊和所述第二传动辊,所述传动面位于所述传送件上。
15、在一些实施例中,所述压件的中心轴线与所述第一传动辊的中心轴线在所述第一方向上间隔布置。
16、在一些实施例中,所述加强筋组件为两个,两个所述加强筋组件沿所述第三方向间隔布置,所述传送件位于两个所述加强筋组件之间。
技术特征:
1.一种模切装置,其特征在于,包括:
2.根据权利要求1所述的模切装置,其特征在于,还包括传感器,所述传感器连接所述加强筋组件(3)和所述模切机(1),所述模切机(1)根据所述检测组件(2)检测的所述翻折角度向所述加强筋组件(3)实时输出加强筋气压数值,所述加强筋气压数值通过所述传感器传输至所述加强筋组件(3),所述加强筋组件(3)通过实时输出的加强筋气压数值实时输出加强筋气压。
3.根据权利要求1所述的模切装置,其特征在于,所述检测组件(2)包括检测件(21)和传输件(22),所述传输件(22)连通所述检测件(21)与所述模切机(1),所述检测件(21)用于检测所述极耳(4)相对于所述料带本体(5)的翻折角度并产生检测信号,所述传输件(22)将所述检测信号传输至所述模切机(1),
4.根据权利要求3所述的模切装置,其特征在于,所述检测件(21)可实时记录所述极耳(4)的横截面与所述检测件(21)在所述第二方向上的距离,并将记录的距离数据上传至所述模切机(1),所述模切机(1)通过数据可拟合出所述极耳(4)相对于所述料带本体(5)的翻折角度。
5.根据权利要求4所述的模切装置,其特征在于,所述极耳(4)的横截面具有第一点(41)和第二点(42),所述检测件(21)用于测量所述第一点(41)与所述检测件(21)在所述第二方向上的距离d1,所述第二点(42)与所述检测件(21)在所述第二方向上的距离d2,以及所述第一点(41)和所述第二点(42)之间在第三方向上的距离d3,所述第三方向正交于所述第一方向和所述第二方向,所述检测件(21)将d1、d2和d3通过所述传输件(22)上传至所述模切机(1),所述模切机(1)通过d1、d2和d3拟合出所述极耳(4)相对于所述料带本体(5)的翻折角度。
6.根据权利要求3所述的模切装置,其特征在于,所述检测件(21)为两个,两个所述检测件(21)沿第三方向间隔布置,所述第三方向正交于所述第一方向和所述第二方向。
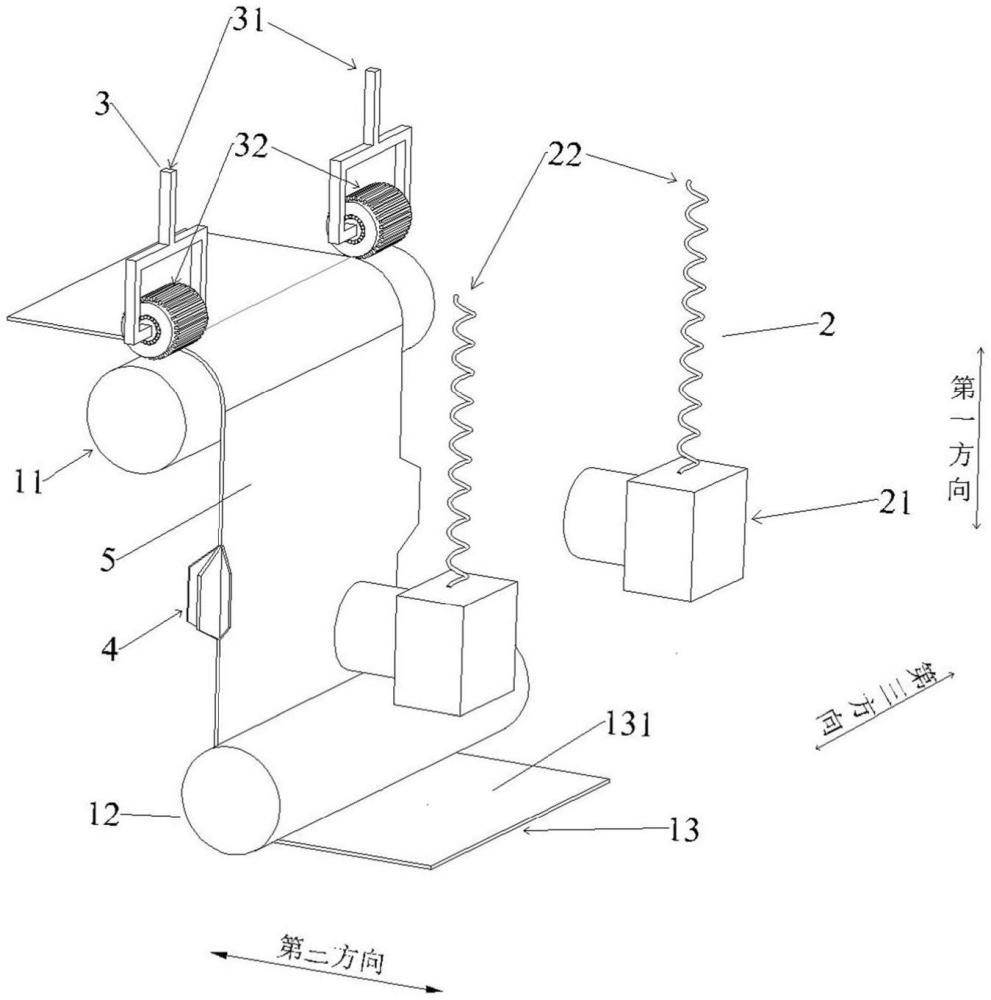
7.根据权利要求2所述的模切装置,其特征在于,所述加强筋组件(3)包括输出件(31)和压件(32),所述输出件(31)连接所述压件(32)和所述传感器,所述压件(32)沿第三方向延伸,所述压件(32)相对于所述输出件(31)可绕第二方向转动,所述第二方向正交于所述第三方向,所述模切机(1)通过所述传感器调节所述输出件(31)的压力,进而调节所述压件(32)对所述极耳(4)的压力。
8.根据权利要求7所述的模切装置,其特征在于,所述模切机(1)包括第一传动辊(11)、第二传动辊(12)和传送件(13),所述第一传动辊(11)和所述第二传动辊(12)沿第一方向间隔布置,所述第一方向正交于所述第二方向和所述第三方向,所述第一传动辊(11)和所述第二传动辊(12)沿所述第三方向延伸,所述传送件(13)连接所述第一传动辊(11)和所述第二传动辊(12),所述传动面(131)位于所述传送件(13)上。
9.根据权利要求8所述的模切装置,其特征在于,所述压件(32)的中心轴线与所述第一传动辊(11)的中心轴线在所述第一方向上间隔布置。
10.根据权利要求8所述的模切装置,其特征在于,所述加强筋组件(3)为两个,两个所述加强筋组件(3)沿所述第三方向间隔布置,所述传送件(13)位于两个所述加强筋组件(3)之间。
技术总结
本技术公开了一种模切装置,其包括模切机、检测组件和加强筋组件,所述模切机具有传动面,料带适于设在所述传动面上并随着所述传动面传动,所述料带包括料带本体和极耳,所述检测组件用于检测所述极耳相对于所述料带本体的翻折角度,所述加强筋组件与所述模切机相连,所述模切机根据所述检测组件检测的所述翻折角度向所述加强筋组件实时输出加强筋气压,所述加强筋组件根据实时输出的所述加强筋气压对所述极耳进行辊压。本技术实施例的模切装置可实现在线自动调节加强筋组件气压的大小,提高对极耳辊压的效果。
技术研发人员:皮球,付强,矫贺东,付朋
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:20230525
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!