一种多线切割机固定座机加工卧式定位夹具的制作方法
本技术涉及机械设备零部件加工,尤其是一种针对多线切割机设备固定座机零件加工作业的卧式定位夹具。
背景技术:
1、如附图1至图3所示的一种多线切割机设备的固定座1,它为多线切割机的核心零部件,通过对铸造毛坯件机加工的方式实现其生产制造过程。该固定座1机加工作业完成后,在其外表面形成第一加工面1-1、第二加工面1-2、第三加工面1-3、第四加工面1-4、第五加工面1-5、第六加工面1-6、第七加工面1-7和第八加工面1-8。多线切割机装配时,固定座1通过第三加工面1-3与多线切割机的机架装配,在第一加工面1-1上安装伺服电机,在第二加工面1-2上以第四加工面1-4为基准安装直线导轨。多线切割机工作状态下,其工作台面沿直线导轨上下运动承载被切割工件实现进给及退让动作,可见固定座1的加工精度直接影响着工作台面与切割线的垂直度,若两者垂直度偏差较大,就会造成切割产品精度低的问题;另外,因固定座1呈u型开口槽形状,在其内侧壁的上部未设置连接筋,机加工过程中对工件夹紧易使其变形,导致第四加工面1-4的平行度难以保证,工件形位超差,由于精度达不到图纸要求,零件与机体装配后还要耗费大量的人工进行精度调整,装配效率非常低。
2、为了解决上述问题,满足多线切割机设备固定座1的图纸设计要求,保证固定座1上第一加工面1-1与第二加工面1-2垂直、第二加工面1-2与第三加工面1-3平行、前后两侧第四加工面1-4互相平行并与第二加工面1-2垂直,有关技术人员编制了如下生产工艺流程:工序一、先用龙门铣设备粗加工固定座1的第三加工面1-3;工序二、以第三加工面1-3作为基准面,对第一加工面1-1、第六加工面1-6和第五加工面1-5进行加工,并在第六加工面1-6上钻制定位孔1-9;工序三、以第六加工面1-6作为定位基准面对第二加工面1-2、第四加工面1-4、第七加工面1-7和第八加工面1-8进行加工,并对第三加工面进行精加工。为实现上述工艺过程,需要分别针对工序二、工序三的工件定位夹具进行优化设计。
技术实现思路
1、本实用新型提供一种多线切割机固定座机加工卧式定位夹具,旨在满足在多线切割机固定座工件加工过程中工序二的定位夹紧要求,达到保证固定座工件加工位置精度的目的。
2、为实现上述目的,本实用新型采用如下技术方案:
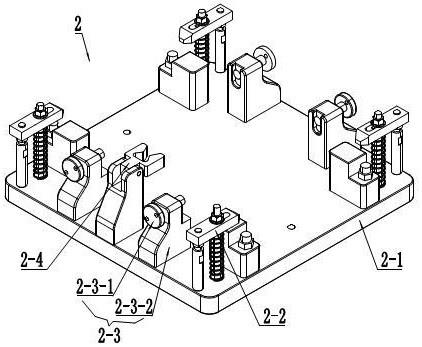
3、一种多线切割机固定座机加工卧式定位夹具,包括底板、工件支撑压紧机构、工件左右方向定位机构和工件前后方向定位调整机构;所述底板为固定在机加工设备工作台上的方形平板,在底板四角位置装配工件支撑压紧机构;所述工件左右方向定位机构设有左右定位块和定位块支座,所述定位块支座固定在底板前侧或后侧边缘的中间部位,所述左右定位块一端与定位块支座通过销轴铰接装配,在左右定位块的另一端设有与工件外侧壁加强筋配合的定位槽;所述工件前后方向定位调整机构设有前后方向调整螺钉和前后方向调整座,所述前后方向调整座固定在底板前后两侧的边缘部位,在前后方向调整座上配装前后方向调整螺钉。
4、上述多线切割机固定座机加工卧式定位夹具,所述工件支撑压紧机构设有工件支座、压板、压板锁止组件和压板支柱;所述工件支座固定安装在底板上;所述压板为长条形压板,在其一端设置与压板锁止组件配合的锁止孔,所述锁止孔为长孔,在压板的另一端配装压板支柱;所述压板锁止组件包括锁止螺栓和锁止螺母,所述锁止螺栓下端固定在底板上,锁止螺栓上端穿过压板的锁止孔后与锁止螺母装配。
5、上述多线切割机固定座机加工卧式定位夹具,所述压板锁止组件还包括压缩弹簧,所述压缩弹簧套装在锁止螺栓外面,位于底板和压板之间。
6、上述多线切割机固定座机加工卧式定位夹具,所述工件前后方向定位调整机构设置四组,在底板前侧及后侧的边缘部位各左右对称布置两组。
7、本实用新型提供一种多线切割机固定座机加工卧式定位夹具,它可通过工件支撑压紧机构中工件支座为多线切割机设备的固定座工件提供支撑作用,通过工件左右方向定位机构和工件前后方向定位调整机构实现工件的精准定位,通过工件支撑压紧机构中压板与压板锁止组件的配合将工件压紧固定,由此满足了固定座工件加工过程中工序二的工件定位夹紧要求,为固定座工件加工工序三提供了可靠的定位基础,达到了保证固定座工件加工位置精度的目的。
技术特征:
1.一种多线切割机固定座机加工卧式定位夹具,其特征在于:所述多线切割机固定座机加工卧式定位夹具(2)包括底板(2-1)、工件支撑压紧机构(2-2)、工件左右方向定位机构(2-4)和工件前后方向定位调整机构(2-3);所述底板(2-1)为固定在机加工设备工作台上的方形平板,在底板(2-1)四角位置装配工件支撑压紧机构(2-2);所述工件左右方向定位机构(2-4)设有左右定位块(2-4-3)和定位块支座(2-4-1),所述定位块支座(2-4-1)固定在底板(2-1)前侧或后侧边缘的中间部位,所述左右定位块(2-4-3)一端与定位块支座(2-4-1)通过销轴(2-4-2)铰接装配,在左右定位块(2-4-3)的另一端设有与工件外侧壁加强筋配合的定位槽(2-4-4);所述工件前后方向定位调整机构(2-3)设有前后方向调整螺钉(2-3-1)和前后方向调整座(2-3-2),所述前后方向调整座(2-3-2)固定在底板(2-1)前后两侧的边缘部位,在前后方向调整座(2-3-2)上配装前后方向调整螺钉(2-3-1)。
2.根据权利要求1所述的多线切割机固定座机加工卧式定位夹具,其特征在于:所述工件支撑压紧机构(2-2)设有工件支座(2-2-1)、压板(2-2-2)、压板锁止组件和压板支柱(2-2-5);所述工件支座(2-2-1)固定安装在底板(2-1)上;所述压板(2-2-2)为长条形压板,在其一端设置与压板锁止组件配合的锁止孔(2-2-2-1),所述锁止孔(2-2-2-1)为长孔,在压板(2-2-2)的另一端配装压板支柱(2-2-5);所述压板锁止组件包括锁止螺栓(2-2-3)和锁止螺母(2-2-4),所述锁止螺栓(2-2-3)下端固定在底板(2-1)上,锁止螺栓(2-2-3)上端穿过压板(2-2-2)的锁止孔(2-2-2-1)后与锁止螺母(2-2-4)装配。
3.根据权利要求2所述的多线切割机固定座机加工卧式定位夹具,其特征在于:所述压板锁止组件还包括压缩弹簧(2-2-6),所述压缩弹簧(2-2-6)套装在锁止螺栓(2-2-4)外面,位于底板(2-1)和压板(2-2-2)之间。
4.根据权利要求1至3中任一项所述的多线切割机固定座机加工卧式定位夹具,其特征在于:所述工件前后方向定位调整机构(2-3)设置四组,在底板(2-1)前侧及后侧的边缘部位各左右对称布置两组。
技术总结
一种多线切割机固定座机加工卧式定位夹具,包括底板、工件支撑压紧机构、工件左右方向定位机构和工件前后方向定位调整机构;所述底板为方形平板,在底板四角位置装配工件支撑压紧机构;所述工件左右方向定位机构设有左右定位块和定位块支座,所述定位块支座固定在底板前侧或后侧边缘的中间部位,所述左右定位块一端与定位块支座铰接装配,在左右定位块的另一端设有与工件外侧壁加强筋配合的定位槽;所述工件前后方向定位调整机构设置四组,布置在底板前后两侧的边缘部位。本技术满足了多线切割机固定座加工过程中针对工序二的工件定位夹紧要求,达到了保证固定座加工位置精度的目的。
技术研发人员:李新亮,白玉刚,薄永春,李建华
受保护的技术使用者:唐山晶玉科技股份有限公司
技术研发日:20230526
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!