一种高钢级套管螺纹加工刀具的制作方法
本技术涉及数控管螺纹床用切削工具,特别涉及一种高钢级套管螺纹加工刀具。
背景技术:
1、管螺纹数控机床加工过程,螺纹刀对金属表面进行高速切削,产生高温,严重影响螺纹刀的使用寿命和螺纹加工质量,对高钢级金属材质的加工时,尤为如此,需要对加工部位进行冷却。
2、目前,数控管螺纹床采用水冷却方式,即在刀盘近刀头位置设置冷却水罐,其上开设有冷却液流孔,出冷却液流孔上安装有导流管,以引导冷却液自冷却水罐喷射至加工部位,使冷却液包裹加工部位,带走因切削作业产生的大量热量,达到冷却效果。然而,在实际加工过程中,该冷却液喷射机构容易出现两种情况:情况1、加工中产生的铁屑缠绕扭曲,容易将导流管打落,冷却液无法被引导至加工部位;情况2、加工中产生的铁屑随套管旋转,易与导流管勾连、缠绕,阻断了冷却液喷射途径,仅少量冷却液可以到达加工部位,难以起到较好的冷却效果;综上,现有的位于刀杆外部的冷却机构难以保证切削冷却液有足够的量被引导至加工部位,进而起到较好冷却效果。因此,在高钢级螺纹套管的过程中,螺纹刀因切削过程产生的大量热量不能及时进行冷却容易磨损产生台阶缺陷,导致寿命明显缩短,加工产品的一次加工合格率也逐渐降低;另外,螺纹刀因易发生缺陷而频繁更换,还会造成螺纹刀安装不稳定情况出现的次数,进一步导致产品的一次加工合格率降低,且影响加工效率和切削成本。
技术实现思路
1、本实用新型的目的是提供一种解决上述技术问题的高钢级套管螺纹加工刀具。
2、为此,本实用新型技术方案如下:
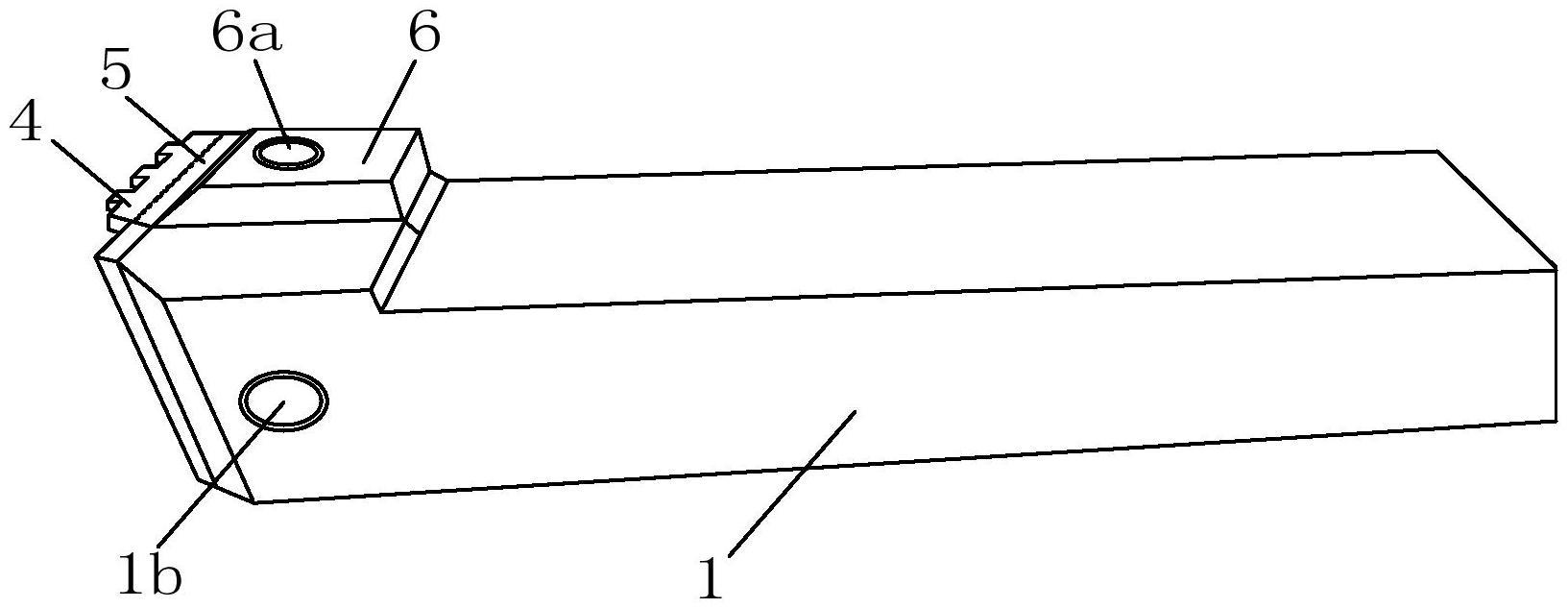
3、一种高钢级套管螺纹加工刀具,包括设置在刀体上的垫块、螺纹刀、断屑器、压块和限位挡块;其中,
4、刀体为一条形立方体,其前端顶面上沿刀体宽度方向依次设有固定台和安装台,安装台由自前向后依次设置的第一安装台和第二安装台构成,且固定台、第二安装台和第一安装台的高度逐级减小;自第一安装台的台面中心处沿刀体高度方向开设有出液孔道,其为盲孔且上侧孔壁上设有内螺纹;自刀体的后端端面沿刀体长度方向开设有贯通至出液孔道孔底的第一进液流道;自靠近固定台的刀体顶端侧壁处沿刀体宽度方向开设有与第一进液流道相连通的第二进液流道;
5、垫块设置在第一安装台上,其上开设有出液孔道连通的第二螺栓孔,使垫块通过空心螺栓固定在刀体上;
6、螺纹刀以切削部朝向刀体前端且凸出于刀体的方式设置在垫块上,其上开设有与出液孔道连通的过液孔;
7、断屑器设置在螺纹刀上,其底面中心处开设有与过液孔相配合的凹槽,且其靠近刀体顶端一侧的槽壁朝向刀体前端方向开设有若干条具有相同间距且呈相互平行设置的过流流道;
8、压块压配在第二安装台与断屑器上,并通过螺栓固定在第二安装台上;
9、限位挡块沿刀体宽度方向设置并局部凸出于刀体顶面,其通过螺栓固定在靠近安装台一侧的刀体顶端侧壁上,使螺纹刀和断屑器限位固定在固定台与限位挡块之间。
10、进一步地,出液孔道的上侧孔径大于下侧孔径,空心螺栓的中心孔道内径、以及过液孔的孔径均与出液孔道下侧孔径相同;凹槽的尺寸大于出液孔道的孔径。
11、进一步地,出液孔道、空心螺栓的中心孔道、过液孔、以及断屑器底面上的凹槽呈同轴设置。
12、与现有技术相比,该高钢级套管螺纹加工刀具在结构设计上采取刀杆内部导流方式,有效避免了因冷却效果不佳导致的刀片寿命短、螺纹表面粗糙、产品合格率低等问题,有效保证足够切削冷却液到达加工部位,不仅提高了螺纹刀的使用寿命和产品一次加工合格率,而且大幅提升了加工生产效率。
技术特征:
1.一种高钢级套管螺纹加工刀具,其特征在于,包括设置在刀体(1)上的垫块(2)、螺纹刀(4)、断屑器(5)、压块(6)和限位挡块(11);其中,
2.根据权利要求1所述的高钢级套管螺纹加工刀具,其特征在于,出液孔道(8a)的上侧孔径大于下侧孔径,空心螺栓(3)的中心孔道内径、以及过液孔(4a)的孔径均与出液孔道(8a)下侧孔径相同;凹槽(5a)的尺寸大于出液孔道(8a)的孔径。
3.根据权利要求1所述的高钢级套管螺纹加工刀具,其特征在于,出液孔道(8a)、空心螺栓(3)的中心孔道、过液孔(4a)和凹槽(5a)呈同轴设置。
技术总结
本技术公开了一种高钢级套管螺纹加工刀具,包括设置在刀体上的垫块、螺纹刀、断屑器、压块和限位挡块;刀体前端顶面上沿宽度方向设有固定台和安装台,安装台上开设有出液孔道,自刀体后端和靠近固定台的侧壁分别开设有与出液孔连通的第一进液流道和第二进液流道;垫块、螺纹刀和断屑器自下而上依次设置在安装台上,垫块和螺纹刀上设有与出液孔道连通的孔道,断屑器设置底面开设有与出液孔道连通的凹槽,自凹槽槽壁开设有贯通至断屑器前端的梳齿流道;压块固定在安装台上并压配螺纹刀和断屑器;限位挡块设置在靠近安装台的侧壁上;该加工刀具能够保证足够冷却液到达加工部位,兼具提高螺纹刀使用寿命、提高产品一次加工合格率、和加工效率的优点。
技术研发人员:杨富荣,苏金洋,薛自建,张志良,魏旭,花志斌,周雅娇,张书广,黄德兴,杨宁
受保护的技术使用者:中国石油集团渤海石油装备制造有限公司
技术研发日:20230529
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!