一种集装箱门楣结构用点焊工作台的制作方法
本技术属于集装箱焊接领域,尤其是一种集装箱门楣结构用点焊工作台。
背景技术:
1、集装箱是指具有一定强度、刚度和规格专供周转使用的大型装货容器。其中,基于导水、和结构强度方面的考量,集装箱的门楣横梁会适当高于集装箱的上顶板,附图1给出了一种的集装箱门楣结构,所述集装箱门楣结构包括门楣和顶板;所述门楣的截面形状为或近似为“凵”,且门楣上部的一侧低于门楣上部的另一侧;所述顶板包括焊接在所述门楣上部一侧的主体部,以及沿着所述门楣上表面向上弯折、并与所述门楣上部另一侧焊接的翻折部。
2、由于自动化焊接前,一般需要依赖人工点焊,将门楣和顶板焊接在一起,现有的焊接方式包括如下步骤:首先对门楣和顶板进行定位,然后采用机械锁紧工具固定在一起,最后通过人工焊接。在整个焊接过程中需要多人负责测量、转运和固定,整体的自动化程度较低,焊接效率低下。
技术实现思路
1、为了克服上述技术缺陷,本实用新型提供一种集装箱门楣结构用点焊工作台,以解决背景技术所涉及的问题。
2、本实用新型提供一种集装箱门楣结构用点焊工作台,所述集装箱门楣结构包括门楣和顶板;所述门楣的截面形状为或近似为“凵”,且门楣上部的一侧低于门楣上部的另一侧;所述顶板包括焊接在一侧的主体部,以及沿着所述门楣上表面向上弯折、并与所述门楣上部另一侧焊接的翻折部;
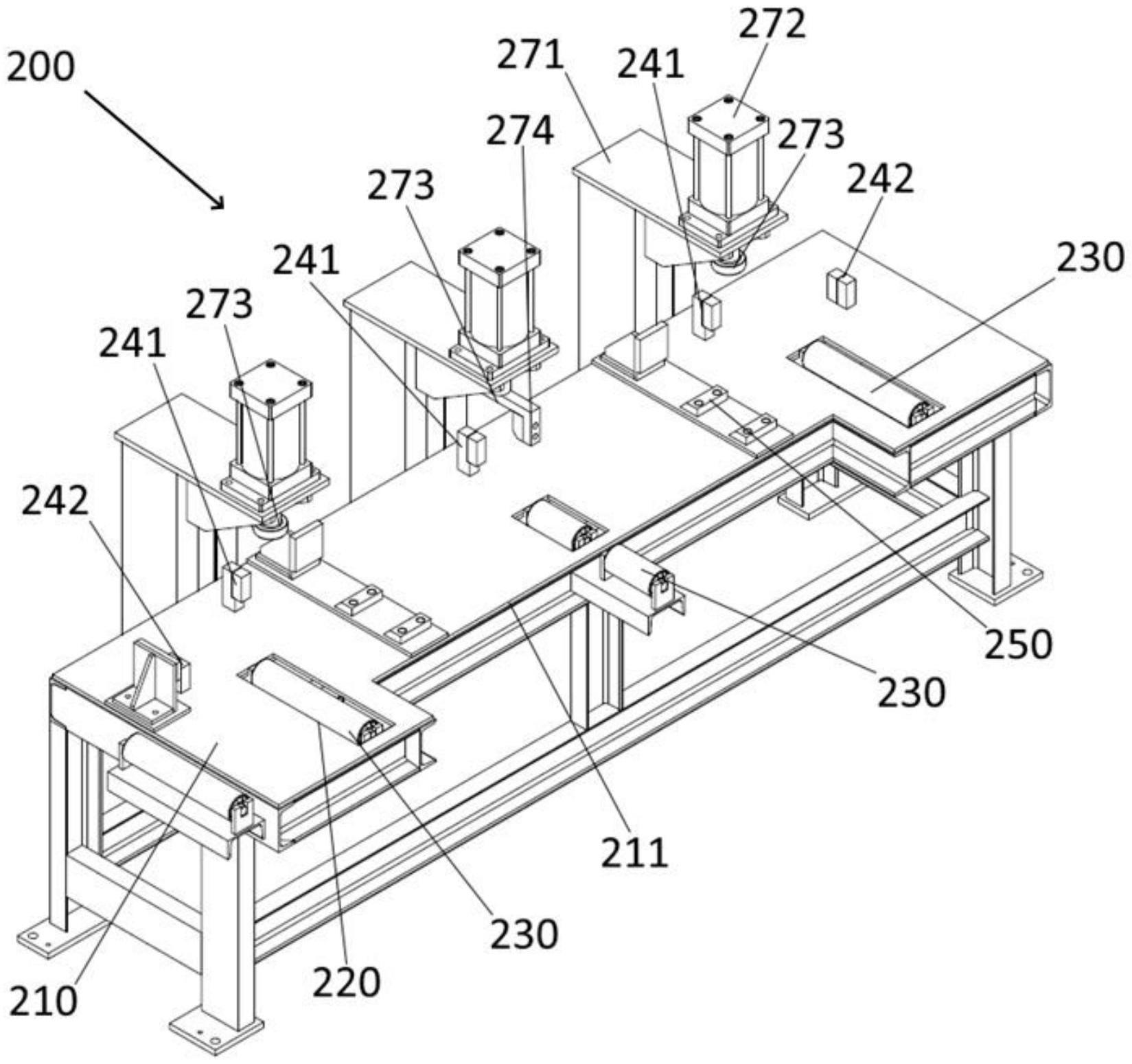
3、所述点焊工作台包括:适于放置所述顶板和位于所述顶板上方的门楣的工作台面,设置在所述工作台面一侧、相距预定间距的孔槽,设置在所述孔槽内、且其上表面高于工作台面的多个传输辊筒,设置在所述工作台面另一侧、沿着顶板的外边缘分布的多个限位块,设置在所述工作台面的一侧的多个支撑垫块,以及设置在所述工作台面另一侧、适于压紧所述顶板和门楣的多个下压组件。
4、优选地或可选地,所述工作台面的一侧向内凹陷形成容纳工人操作的工位凹槽。
5、优选地或可选地,位于中间位置的传输辊筒外延伸至所述工位凹槽上。
6、优选地或可选地,所述支撑垫块与所述工作台面的高度差等于所述主体部与翻折部之间的高度差;
7、所述支撑垫块到位于所述顶板长度方向上的第一限位块的距离等于所述翻折部的宽度。
8、优选地或可选地,所述下压组件包括:设置在所述工作台面两端、适于下压所述门楣底部的第一下压组件,设置在所述工作台面中部、适于下压所述门楣底部和门楣侧面的第二下压组件。
9、优选地或可选地,所述下压组件包括:设置在所述工作台面一侧、且向所述工作台面上方弯折的安装座,设置在所述安装座上的下压气缸,以及设置在所述下压气缸上、且位于所述门楣底部上方且相外延伸至所述门楣侧面的下压件。
10、优选地或可选地,所述第二下压组件中的下压件包括:位于所述门楣上方的顶部下压块,和与所述下压块相连接、与所述门楣另一侧面相抵的第三限位块;
11、且所述第三限位块上部为限位面与所述门楣的侧面相抵,在所述限位面的底部形成一个斜面。
12、优选地或可选地,所述限位块包括位于所述顶板长度方向上的多个第一限位块,和位于所述顶板宽度方向上的两个第二限位块。
13、优选地或可选地,所述第一限位块至少包括两个限位面,分别与所述顶板和门楣的一侧面相抵。
14、本实用新型涉及一种集装箱门楣结构用点焊工作台,相较于现有技术,具有如下有益效果:本实用新型通过在工作台面的一侧设置传输辊筒,另一侧设置锁紧工具,在具体操作时,工人只需要将位于传输辊筒一侧的集装箱门楣结构向前推入工作台面的另一侧,通过下压组件、支撑垫块和限位块实现顶板和门楣的自动定位和固定,防止因待焊接件移动而影响焊接精度,保证了焊接质量,提高了焊接效率。
技术特征:
1.一种集装箱门楣结构用点焊工作台,所述集装箱门楣结构(100)包括门楣(110)和顶板(130);所述门楣(110)的截面形状为或近似为“凵”,且门楣上部(111)的一侧低于门楣上部(111)的另一侧;所述顶板(130)包括焊接在一侧的主体部(131),以及沿着所述门楣(110)上表面向上弯折、并与所述门楣上部(111)另一侧焊接的翻折部(132);其特征在于,
2.根据权利要求1所述的集装箱门楣结构用点焊工作台,其特征在于,所述工作台面(210)的一侧向内凹陷形成容纳工人操作的工位凹槽(211)。
3.根据权利要求2所述的集装箱门楣结构用点焊工作台,其特征在于,位于中间位置的传输辊筒(230)外延伸至所述工位凹槽(211)上。
4.根据权利要求1所述的集装箱门楣结构用点焊工作台,其特征在于,所述支撑垫块(250)与所述工作台面(210)的高度差等于所述主体部(131)与翻折部(132)之间的高度差;
5.根据权利要求1所述的集装箱门楣结构用点焊工作台,其特征在于,所述下压组件包括:设置在所述工作台面(210)两端、适于下压门楣底部(112)的第一下压组件(260),设置在所述工作台面(210)中部、适于下压门楣底部(112)和门楣侧面的第二下压组件(270)。
6.根据权利要求5所述的集装箱门楣结构用点焊工作台,其特征在于,所述下压组件包括:设置在所述工作台面(210)一侧、且向所述工作台面(210)上方弯折的安装座(271),设置在所述安装座(271)上的下压气缸(272),以及设置在所述下压气缸(272)上、且位于所述门楣底部(112)上方且相外延伸至所述门楣(110)侧面的下压件。
7.根据权利要求6所述的集装箱门楣结构用点焊工作台,其特征在于,所述第二下压组件(270)中的下压件包括:位于所述门楣(110)上方的顶部下压块(273),和与所述下压块(273)相连接、与所述门楣(110)另一侧面相抵的第三限位块(274);
8.根据权利要求1所述的集装箱门楣结构用点焊工作台,其特征在于,所述限位块包括位于所述顶板(130)长度方向上的多个第一限位块(241),和位于所述顶板(130)宽度方向上的两个第二限位块(242)。
9.根据权利要求8所述的集装箱门楣结构用点焊工作台,其特征在于,所述第一限位块(241)至少包括两个限位面,分别与所述顶板(130)和门楣(110)的一侧面相抵。
技术总结
本技术公开了一种集装箱门楣结构用点焊工作台,属于集装箱焊接领域。包括所述点焊工作台包括:工作台面,设置在所述工作台面一侧、相距预定间距的孔槽,设置在所述孔槽内、且其上表面高于工作台面的多个传输辊筒,设置在所述工作台面另一侧、沿着顶板的外边缘分布的多个限位块,设置在所述工作台面的一侧的多个支撑垫块,以及设置在所述工作台面另一侧、适于压紧所述顶板和门楣的多个下压组件。本技术通过在工作台面的一侧设置传输辊筒,另一侧设置锁紧工具,工人只需要将位于传输辊筒一侧的集装箱门楣结构向前推入工作台面的另一侧,通过下压组件、支撑垫块和限位块实现顶板和门楣的自动定位和固定,提高了焊接效率。
技术研发人员:蒋开,王斐,吴凯,邓建春,高楚
受保护的技术使用者:常州哈撒韦智能科技有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!