一种合金粗精一体铣刀的制作方法
本技术涉及铣刀,尤其涉及一种合金粗精一体铣刀。
背景技术:
1、铣刀作为机械加工用刀具中的一个重要组成部分,主要用于工件的沟槽、台阶、侧面以及仿形的铣削加工。随着消费者对产品质量要求的提高,人们对铣刀的加工质量、加工可靠性、加工效率也提出了较高要求。
2、传统铣刀铣削时,高转速s30000f5000时,一般会分粗铣刀之后再精铣,由于余量情况会产生振刀现象,以及节拍受影响,因此我们提出了一种合金粗精一体铣刀用于解决上述问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种合金粗精一体铣刀。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种合金粗精一体铣刀,包括铣刀本体,且铣刀本体包括刀柄和刀头;
4、所述刀头位于刀柄的一侧,且刀柄的直径设置为d1;
5、所述刀头包括a刀刃一和a刀刃二,且a刀刃一位于刀头的上端面上,a刀刃二位于刀头的下端面上;
6、所述刀头还包括b刀刃一和b刀刃二,所述b刀刃一位于刀头的后端面上,b刀刃二位于刀头的前端面上。
7、优选的,所述刀头上还包括排屑槽,且排屑槽为相邻的刀刃之间,并向所述刀柄方向螺旋延伸。
8、优选的,所述刀头上设有防护涂层,且防护涂层设置为tib2涂层。
9、优选的,所述刀柄上固定安装有定位板,且定位板位于刀柄的中间位置。
10、优选的,所述a刀刃一和b刀刃一上均设置有波刃。
11、优选的,所述d1设置为10mm,a刀刃一与a刀刃二间距设置为10±0.01mm。
12、优选的,所述a刀刃一与b刀刃一之间的夹角设置为89°,b刀刃一与a刀刃二之间的夹角设置为87°,a刀刃二与b刀刃二之间的夹角设置为93°,所述b刀刃二与a刀刃一之间的夹角设置为91°。
13、本实用新型的有益效果:
14、采用a刀刃一、a刀刃二、b刀刃一、b刀刃二四刃不等分角开槽,a,b刃错开形式,a刃波刃外周刃起到轻快开粗效果,b刃起到精修产品表面效果;
15、采用a,b刃形式,既能得到轻快开粗,又能满足精铣效果,从而抑制共振形成的振刀纹。
技术特征:
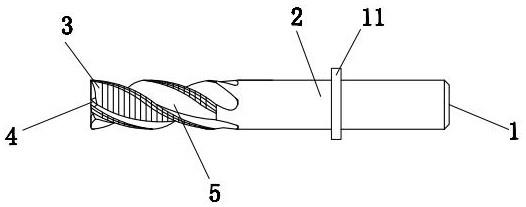
1.一种合金粗精一体铣刀,其特征在于,包括铣刀本体(1),且铣刀本体(1)包括刀柄(2)和刀头(3);
2.根据权利要求1所述的一种合金粗精一体铣刀,其特征在于,所述刀头(3)上还包括排屑槽(5),且所述排屑槽(5)为相邻的刀刃之间,并向所述刀柄(2)方向螺旋延伸。
3.根据权利要求1所述的一种合金粗精一体铣刀,其特征在于,所述刀头(3)上设有防护涂层,且所述防护涂层设置为tib2涂层(4)。
4.根据权利要求1所述的一种合金粗精一体铣刀,其特征在于,所述刀柄(2)上固定安装有定位板(11),且所述定位板(11)位于刀柄(2)的中间位置。
5.根据权利要求1所述的一种合金粗精一体铣刀,其特征在于,所述a刀刃一(6)和b刀刃一(8)上均设置有波刃(10)。
6.根据权利要求1所述的一种合金粗精一体铣刀,其特征在于,所述d1设置为10mm,a刀刃一(6)与a刀刃二(7)间距设置为10±0.01mm。
7.根据权利要求1所述的一种合金粗精一体铣刀,其特征在于,所述a刀刃一(6)与b刀刃一(8)之间的夹角设置为89°,所述b刀刃一(8)与a刀刃二(7)之间的夹角设置为87°,所述a刀刃二(7)与b刀刃二(9)之间的夹角设置为93°,所述b刀刃二(9)与a刀刃一(6)之间的夹角设置为91°。
技术总结
本技术属于铣刀领域,尤其是一种合金粗精一体铣刀,包括铣刀本体,且铣刀本体包括刀柄和刀头,所述刀头位于刀柄的一侧,且刀柄的直径设置为D1,所述刀头包括A刀刃一和A刀刃二,且A刀刃一位于刀头的上端面上,A刀刃二位于刀头的下端面上,所述刀头还包括B刀刃一和B刀刃二,所述B刀刃一位于刀头的后端面上,B刀刃二位于刀头的前端面上,所述刀头上还包括排屑槽,且排屑槽为相邻的刀刃之间,并向所述刀柄方向螺旋延伸,所述刀头上设有防护涂层,且防护涂层设置为TiB2涂层。本技术设计合理,A,B刃错开形式,A刃波刃外周刃起到轻快开粗效果,B刃起到精修产品表面效果。
技术研发人员:王洪涛,陈利锋,翁文东
受保护的技术使用者:常熟万克精密工具有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!