一种密封钉焊接工装及焊接设备的制作方法
本技术涉及焊接设备,特别涉及一种密封钉焊接工装及焊接设备。
背景技术:
1、相关技术中,密封钉焊接工艺中,上钉机构在将密封钉上料至电芯的注液口时,电芯需在上钉工位停留,以方便上钉机构将密封钉移送至注液口;同时,密封钉移送至注液口后,上钉机构需移开至远离电池注液口的位置后才能进行激光焊接,焊接节拍慢。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种密封钉焊接工装,能够有效加快焊接节拍,以有效提高焊接效率。
2、本实用新型还提出一种具有上述密封钉焊接工装的焊接设备。
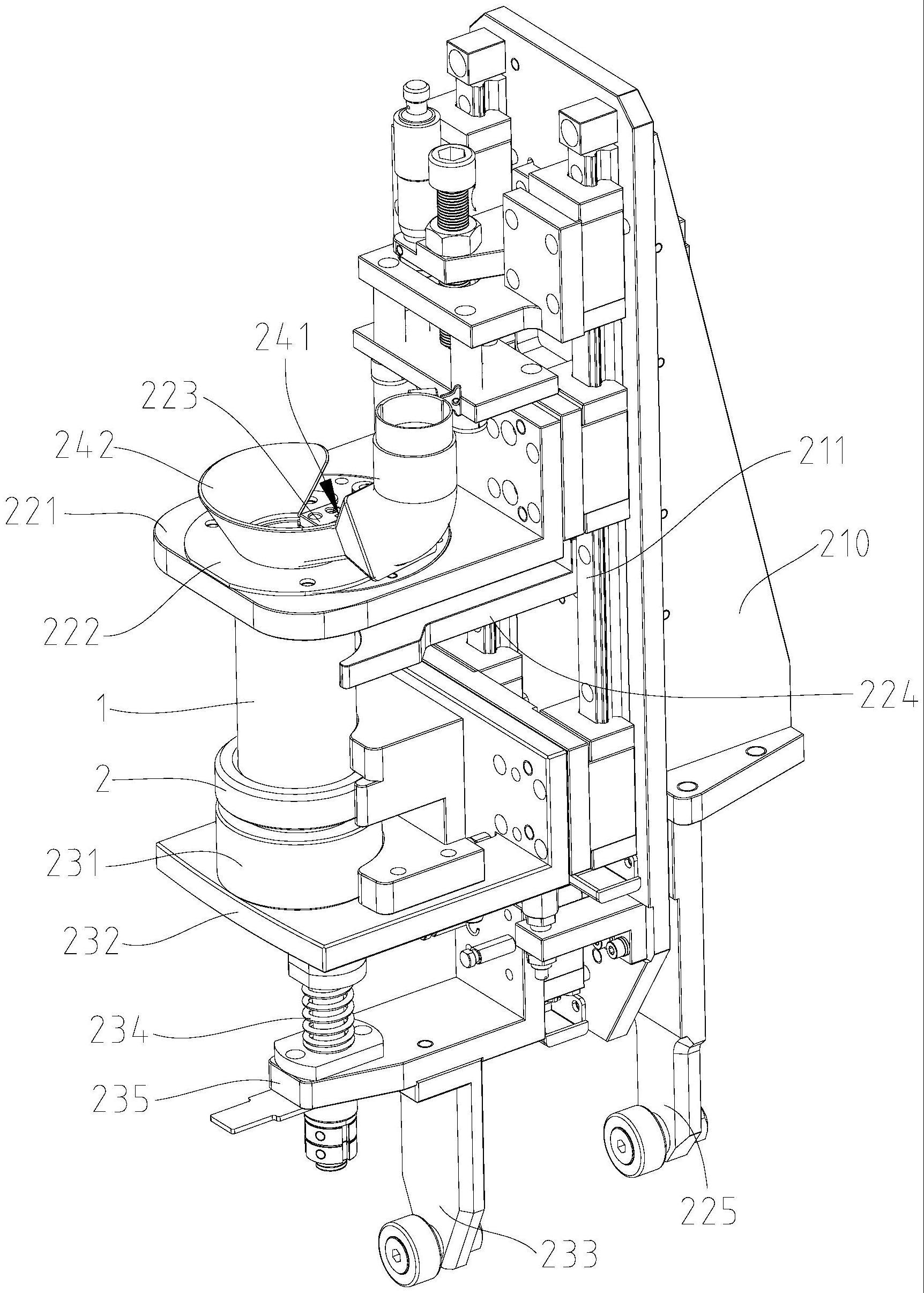
3、根据本实用新型的第一方面实施例的密封钉焊接工装,包括:固定座;取钉机构,包括上升降板、焊接压头和取钉组件,所述上升降板与所述固定座滑动连接,所述上升降板能够相对于所述固定座升降运动,所述焊接压头安装于所述上升降板,所述取钉组件安装于所述焊接压头,所述取钉组件用于拾取密封钉,所述取钉组件在所述上升降板升降方向的投影中与所述密封钉重叠部分的外轮廓位于所述密封钉的外轮廓内;电芯顶升机构,包括电芯卡座,所述电芯卡座具有用于固定电芯治具的卡接位,且所述电芯卡座能够带动所述电芯向靠近所述焊接压头一侧移动,以使卡接于所述电芯治具的电芯与所述焊接压头抵接。
4、进一步地,所述焊接压头靠近所述电芯卡座的一侧设置有第一台阶位,所述第一台阶位用于定位密封钉治具。
5、进一步地,所述焊接压头靠近所述电芯卡座的一侧还设置有第二台阶位,所述第二台阶位用于与所述电芯的上端抵接,以定位所述电芯。
6、进一步地,所述取钉组件包括安装部、延伸部和吸附部,所述安装部安装于所述焊接压头,所述延伸部用于连接所述安装部与所述吸附部,所述吸附部在所述上升降板升降方向的投影中与所述密封钉重叠部分的外轮廓位于所述密封钉的外轮廓内,且所述吸附部位于所述电芯卡座的中轴线上。
7、进一步地,所述取钉机构还包括辅助定位部件,所述辅助定位部件安装于所述固定座,所述辅助定位部件具有用于与密封钉治具侧面抵接的第一限位面,以辅助转移并固定所述密封钉治具。
8、进一步地,所述电芯顶升机构还包括下升降板及顶升部,所述下升降板与所述固定座滑动连接,所述电芯卡座安装于所述下升降板,所述顶升部与所述下升降板连接,以带动所述下升降板升降。
9、进一步地,所述密封钉焊接工装还包括除尘机构,所述除尘机构具有吸尘口,所述吸尘口设置于所述取钉组件的一侧,所述吸尘口用于与吸尘设备连接。
10、本实用新型另一方面实施例的焊接设备,包括如前所述的密封钉焊接工装,所述密封钉焊接工装具有多个;所述焊接设备还包括:转盘,多个所述密封钉焊接工装沿所述转盘周向间隔设置;第一上料机构,用于将放置有密封钉的密封钉治具输送至所述密封钉焊接工装;第二上料机构,用于将放置有电芯的电芯治具输送至所述密封钉焊接工装。
11、进一步地,所述焊接设备还包括第一ccd检测机构,所述第一ccd检测机构用于检测位于所述密封钉焊接工装中的电芯有无密封钉并定位所述密封钉边缘位置。
12、进一步地,所述焊接设备还包括第二ccd检测机构,所述第二ccd检测机构用于检测密封钉的焊点数量。
13、本实用新型实施例的密封钉焊接工装及焊接设备,至少具有如下有益效果:密封钉焊接前,将密封钉输送至取钉组件,利用取钉组件拾取密封钉;随后将放置有电芯的电芯治具输送至卡接位,并使电芯向靠近焊接压头的一侧移动,当电芯与焊接压头抵接时,密封钉能够正好与电芯的注液孔对齐并配合,且取钉组件能够将密封钉压在注液孔中,随后可直接对密封钉进行焊接。本实用新型中,电芯无需在上钉工位停留以方便密封钉放入至电芯的注液孔,利于加快焊接节拍;同时,由于取钉组件与所述密封钉接触部分的面积小于所述密封钉的面积,即取钉组件不会影响到激光焊接,取钉组件将密封钉拾取后,无需将取钉组件移开,使密封钉与电芯的注液孔对齐并匹配后即可开始密封钉焊接,节省了取钉组件移开的时间,利于加快焊接节拍,以提升焊接效率。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种密封钉焊接工装,其特征在于,包括:
2.根据权利要求1所述的密封钉焊接工装,其特征在于,所述焊接压头靠近所述电芯卡座的一侧设置有第一台阶位,所述第一台阶位用于定位密封钉治具。
3.根据权利要求1或2所述的密封钉焊接工装,其特征在于,所述焊接压头靠近所述电芯卡座的一侧还设置有第二台阶位,所述第二台阶位用于与所述电芯的上端抵接,以定位所述电芯。
4.根据权利要求1所述的密封钉焊接工装,其特征在于,所述取钉组件包括安装部、延伸部和吸附部,所述安装部安装于所述焊接压头,所述延伸部用于连接所述安装部与所述吸附部,所述吸附部在所述上升降板升降方向的投影中与所述密封钉重叠部分的外轮廓位于所述密封钉的外轮廓内,且所述吸附部位于所述电芯卡座的中轴线上。
5.根据权利要求4所述的密封钉焊接工装,其特征在于,所述取钉机构还包括辅助定位部件,所述辅助定位部件安装于所述固定座,所述辅助定位部件具有用于与密封钉治具侧面抵接的第一限位面,以辅助转移并固定所述密封钉治具。
6.根据权利要求1所述的密封钉焊接工装,其特征在于,所述电芯顶升机构还包括下升降板及顶升部,所述下升降板与所述固定座滑动连接,所述电芯卡座安装于所述下升降板,所述顶升部与所述下升降板连接,以带动所述下升降板升降。
7.根据权利要求1所述的密封钉焊接工装,其特征在于,所述密封钉焊接工装还包括除尘机构,所述除尘机构具有吸尘口,所述吸尘口设置于所述取钉组件的一侧,所述吸尘口用于与吸尘设备连接。
8.一种焊接设备,其特征在于,包括如权利要求1至7任一项所述的密封钉焊接工装,所述密封钉焊接工装具有多个;所述焊接设备还包括:
9.根据权利要求8所述的焊接设备,其特征在于,所述焊接设备还包括第一ccd检测机构,所述第一ccd检测机构用于检测位于所述密封钉焊接工装中的电芯有无密封钉并定位所述密封钉边缘位置。
10.根据权利要求8所述的焊接设备,其特征在于,所述焊接设备还包括第二ccd检测机构,所述第二ccd检测机构用于检测密封钉的焊点数量。
技术总结
本技术公开了一种密封钉焊接工装及焊接设备,涉及焊接设备技术领域,其中,该工装包括:固定座;取钉机构,包括上升降板、焊接压头和取钉组件,上升降板与固定座滑动连接,上升降板能够相对于固定座升降运动,焊接压头安装于上升降板,取钉组件安装于焊接压头,取钉组件用于拾取密封钉,取钉组件在上升降板升降方向的投影中与密封钉重叠部分的外轮廓位于密封钉的外轮廓内;电芯顶升机构,包括电芯卡座,电芯卡座具有用于固定电芯治具的卡接位,且电芯卡座能够带动电芯向靠近焊接压头一侧移动。本技术中,密封钉上料时电芯无需在上钉工位停留,利于加快焊接节拍;取钉组件将密封钉拾取后无需移开,利于加快焊接节拍,以提升焊接效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!