一种异型管端部缩筋的压筋模具的制作方法
本技术涉及异型管模具,尤其涉及一种异型管端部缩筋的压筋模具。
背景技术:
1、异型管是除了圆管以外的其他截面形状的钢管的总称,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材;异型管可以用于很多方面,比如在汽车线控转向系统中应用比较广泛,线控转向管常用的异型管通常是异型管件外表面设有三条内凹的长筋(如图1所示)(三条长筋沿异型管件外表面的周向均匀分布,且每条长筋沿异型管的轴向方向延伸),异形管件的其中一端的端部侧面外表面还设有三处内凹的双台阶缩筋,三处缩筋分别处在三条长筋上(如图2所示),因此对三处缩筋的压筋工艺要求较高,现有的压筋模具一般采用先将管件直接套在芯轴上固定,异型管直接套在芯轴上固定不稳固,进而会造成成品率低的问题。
技术实现思路
1、为解决背景技术中存在的技术问题,本实用新型提出一种异型管端部缩筋的压筋模具。
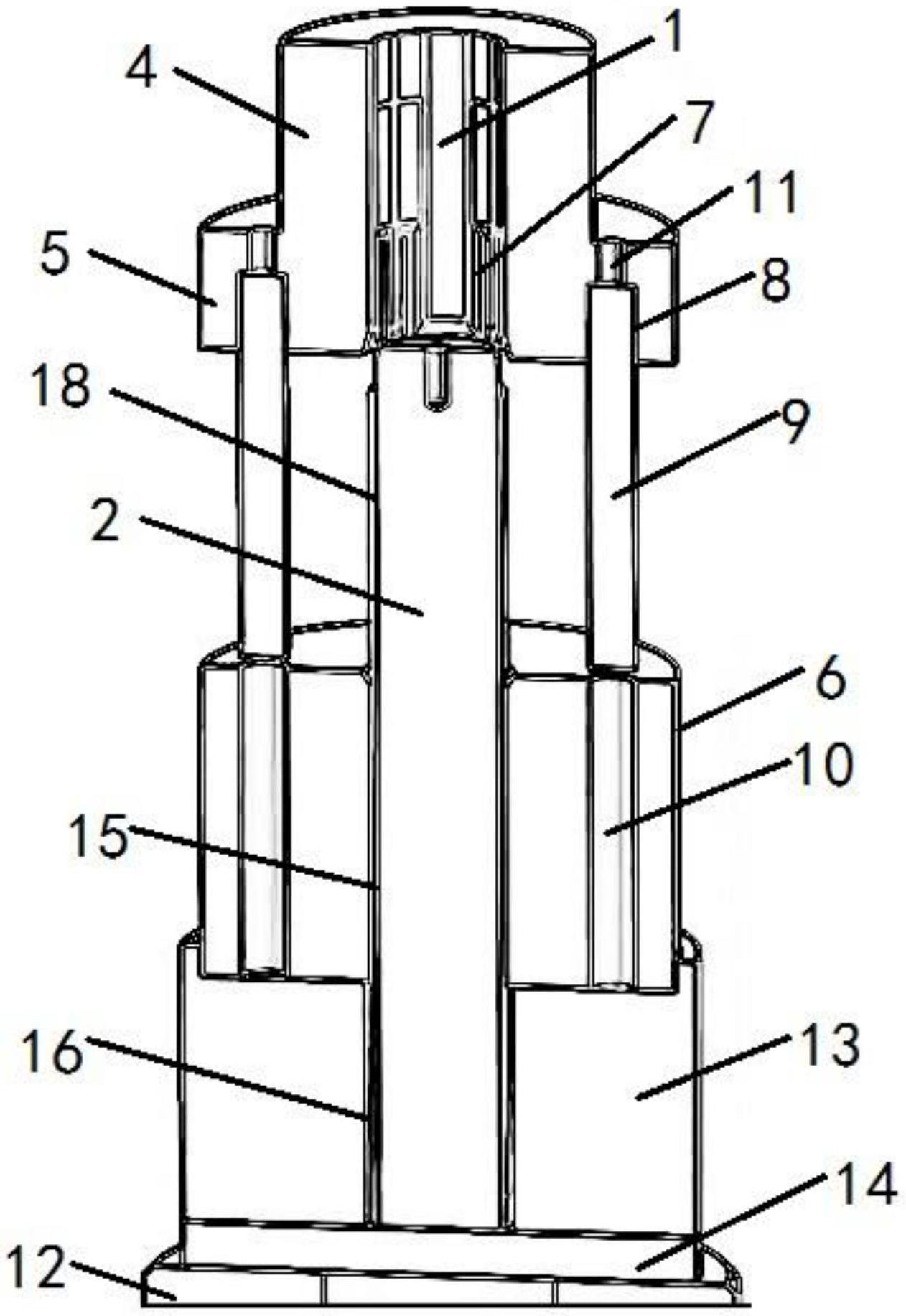
2、本实用新型提出的一种异型管端部缩筋的压筋模具,包括:
3、凹模,设在压机的压头下方,所述凹模设有上、下贯通的型腔,所述型腔形成异型管端部缩筋的模腔;
4、芯轴,外侧套设有所述异型管,所述芯轴靠近两端的侧部外表面分别设有和所述异型管的内凹长筋配合的凸筋、用以将所述异型管固定在所述芯轴上;
5、导向套,中部开设有第一固定孔,所述芯轴的固定端伸入至所述第一固定孔内固定、待缩筋端伸入所述凹模的型腔内,且所述凹模活动连接在所述导向套上。
6、优选地,所述凹模包括上凹模和下凹模,且所述上凹模和所述下凹模均为圆柱形结构,且所述上凹模的直径小于所述下凹模的直径,所述下凹模的所述型腔内设有用于对所述异型管端部缩筋成型的外凸的模筋。
7、优选地,所述下凹模上开设有第一导向孔,所述第一导向孔内固定有导销,所述导向套上设有供所述导销的自由端插入的第二导向孔,所述第一导向孔上方还设有对所述导销限位的限位孔,所述限位孔的直径小于所述第一导向孔。
8、优选地,还包括底座,所述导向套和所述底座之间还设有垫块和垫片,所述导向套的下端转动嵌在所述垫块的上端,所述垫块和所述第一固定孔对应的位置上设有供所述芯轴插入的第二固定孔,且所述芯轴的下端抵在所述垫片上。
9、优选地,所述下凹模的型腔底部设有向下倾斜的导向部,所述导向部的外缘设有圆角。
10、本实用新型中,所提出的异型管端部缩筋的压筋模具,通过先将待缩筋的异型管套设在芯轴上,其中,芯轴靠近两端的侧部外表面分别设有和异型管的内凹长筋配合的凸筋、用以将异型管固定在芯轴上,芯轴只通过两端对异型管进行定位,既能达到固定的稳固性,又能避免定位长度过长导致异型管无法放入或成型后难以脱出。异型管套设在芯轴上固定好后,再通过压机的压头将凹模往下压,通过凹模和芯轴将异型管的缩筋端部成型。如此,解决了现有的压筋模具一般采用先将管件直接套在芯轴上固定,异型管直接套在芯轴上固定不稳固,进而会造成成品率低的问题。
11、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种异型管端部缩筋的压筋模具,其特征在于,包括:
2.根据权利要求1所述的异型管端部缩筋的压筋模具,其特征在于,所述凹模包括上凹模和下凹模,且所述上凹模和所述下凹模均为圆柱形结构,且所述上凹模的直径小于所述下凹模的直径,所述下凹模的所述型腔内设有用于对所述异型管端部缩筋成型的外凸的模筋。
3.根据权利要求2所述的异型管端部缩筋的压筋模具,其特征在于,所述下凹模上开设有第一导向孔,所述第一导向孔内固定有导销,所述导向套上设有供所述导销的自由端插入的第二导向孔,所述第一导向孔上方还设有对所述导销限位的限位孔,所述限位孔的直径小于所述第一导向孔。
4.根据权利要求3所述的异型管端部缩筋的压筋模具,其特征在于,还包括底座,所述导向套和所述底座之间还设有垫块和垫片,所述导向套的下端转动嵌在所述垫块的上端,所述垫块和所述第一固定孔对应的位置上设有供所述芯轴插入的第二固定孔,且所述芯轴的下端抵在所述垫片上。
5.根据权利要求2所述的异型管端部缩筋的压筋模具,其特征在于,所述下凹模的型腔底部设有向下倾斜的导向部,所述导向部的外缘设有圆角。
技术总结
本技术公开了一种异型管端部缩筋的压筋模具,包括:凹模,设在压机的压头下方,凹模设有形成异型管端部缩筋的模腔;芯轴,外侧套设有异型管,芯轴靠近两端的侧部外表面分别设有和异型管的内凹长筋配合的凸筋、用以将异型管固定在芯轴上;导向套,中部开设有第一固定孔,芯轴的固定端伸入至第一固定孔内固定、待缩筋端伸入凹模的型腔内,且凹模活动连接在导向套上。如此,芯轴只通过两端对异型管进行定位,既能达到固定的稳固性,又能避免定位长度过长导致异型管无法放入或成型后难以脱出。再通过压机的压头将凹模往下压,通过凹模和芯轴将异型管的缩筋端部成型。异型管固定稳固,成品率高。
技术研发人员:马健,马小鹏,方军泽,赵宁
受保护的技术使用者:施密特汽车管件(安徽)有限公司
技术研发日:20230605
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!