一种定位焊接工装的制作方法
本技术涉及风叶轮焊接,尤其涉及一种定位焊接工装。
背景技术:
1、目前,在风力发电机舱内需要把柜内热空气与外界冷空气交换,从而降低舱内温度,保持发电机组的持续运行,避免因由于温度较高,触发内部电气元件断开保护,极大缩短风力发电工作时长,降低发电量,而进行换热的关键就是热换器,而离心式叶轮是换热器中重要组成部件。
2、但现有技术中,焊接离心式叶轮的制作成本高,对加工精度要求高,组装时间长,导致加工效率低。
技术实现思路
1、本实用新型的目的在于提供一种定位焊接工装,旨在解决现有技术中的焊接离心式叶轮的制作成本高,对加工精度要求高,组装时间长,导致加工效率低的技术问题。
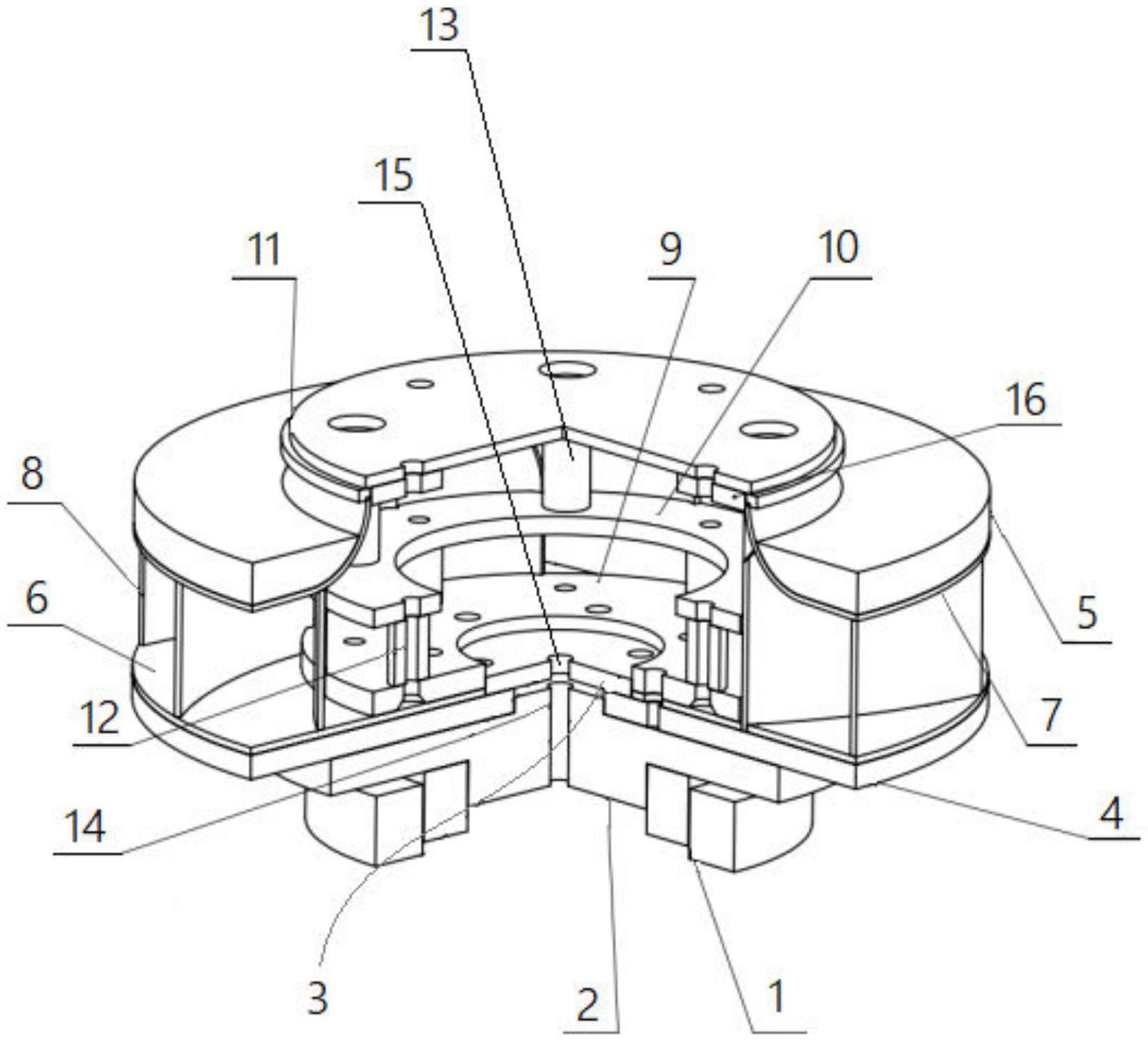
2、为实现上述目的,本实用新型采用的一种定位焊接工装,包括回转支撑、转接盘、同心销盘、叶轮片组、底盘和前盘压盘,所述转接盘设置于所述回转支撑的上端,且所述转接盘的一端嵌于所述回转支撑的内部,所述底盘设置于所述转接盘的上端,所述同心销盘设置于所述底盘的上端,所述叶轮片组设置于所述底盘的上端,所述同心销盘设置于所述叶轮片组的内部,所述前盘压盘设置于所述叶轮片组的上端。
3、其中,所述叶轮片组包括叶轮后盘、叶轮前盘和叶轮叶片,所述叶轮后盘设置于所述底盘的上端,所述叶轮叶片的数量为多块,多块所述叶轮叶片分别设置于所述叶轮后盘的上端,所述叶轮前盘设置于多块所述叶轮叶片的上端。
4、其中,所述同心销盘包括第一同心内定位盘、第二同心内定位盘、第三同心内定位盘、第一螺纹支柱和第二螺纹支柱,所述第一同心内定位盘设置于所述叶轮后盘的上端,所述第一螺纹支柱的数量为多根,每根所述第一螺纹支柱分别设置于所述第一同心内定位盘的上端,所述第二同心内定位盘设置于多根所述第一螺纹支柱的上端,所述第二螺纹支柱的数量为多根,每根所述第二螺纹支柱分别设置于所述第二同心内定位盘的上端,所述第三同心内定位盘设置于多根所述第二螺纹支柱的上端。
5、其中,所述转接盘具有第一销孔,所述第一同心内定位盘具有第二销孔。
6、其中,所述定位焊接工装还包括叶轮口压盘,所述叶轮口压盘设置于所述第三同心内定位盘的上端。
7、本实用新型的一种定位焊接工装的有益效果为:制作加工简单,只需要采用激光下料即可完成,达到节约制造成本,并且组装速度快,重复定位精度高,焊接多个叶轮可以节约大量调试工装时间,适用于多种叶轮类型,并且可以提高生产效率的目的。
技术特征:
1.一种定位焊接工装,其特征在于,
2.如权利要求1所述的一种定位焊接工装,其特征在于,
3.如权利要求2所述的一种定位焊接工装,其特征在于,
4.如权利要求3所述的一种定位焊接工装,其特征在于,
5.如权利要求4所述的一种定位焊接工装,其特征在于,
技术总结
本技术涉及风叶轮焊接技术领域,具体公开了一种定位焊接工装,包括回转支撑、转接盘、同心销盘、叶轮片组、底盘和前盘压盘,转接盘设置于回转支撑的上端,且转接盘的一端嵌于回转支撑的内部,底盘设置于转接盘的上端,同心销盘设置于底盘的上端,叶轮片组设置于底盘的上端,同心销盘设置于叶轮片组的内部,前盘压盘设置于叶轮片组的上端。制作加工简单,只需要采用激光下料即可完成,达到节约制造成本,并且组装速度快,重复定位精度高,焊接多个叶轮可以节约大量调试工装时间,适用于多种叶轮类型,并且可以提高生产效率的目的。
技术研发人员:沈宁峰,易明煜,李仿黄
受保护的技术使用者:唯启精密机械(常州)有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!